Mam do wykonania tłoczenie na giętej blasze. A priori nie ma problemu.
Tłoczenie to jest wycinane na blasze w obszarze gięcia.
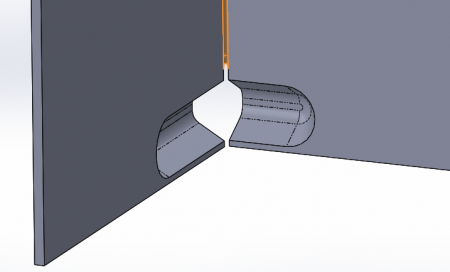
Na zdjęciu zobaczysz, po lewej stronie, wykonane tłoczenie, ale nie mogę prawidłowo zgiąć części, w przeciwnym razie tłoczenie pozostanie tylko na jednej części. Po prawej stronie obrazu próbowałem wykonać tłoczenie 3 razy na każdej części blachy, ale po zakończeniu środkowej części SW umieszcza 2. tłoczenie w błędzie (konflikt powierzchni/promienia)
Czy masz rozwiązanie, aby odnieść sukces w przejściu przez ten stempel?
Już teraz, ponieważ twoje tłoczenie jest bardzo blisko krawędzi SW, nie powinno się to w ogóle podobać (nie lubią tego również ludzie z warsztatu). Na dodatek marszczenie nie będzie łatwe do zrobienia i wątpię, aby SW wiedziało, jak to zrobić w tym konkretnym kontekście
W jaki sposób zrobią to foldery w warsztacie, za pomocą jakich narzędzi i na jakiej maszynie.
Ogólnie rzecz biorąc, w zależności od wysokości przejścia , tłoczenie odbywa się przed lub po gięciu, a jeśli połączenie jest idealne, oznacza to, że konieczne jest wykonanie przeróbki (skubanie lub piłowanie) przed gięciem, aby wyeliminować wady spowodowane refluksem materiału z jednej strony, a zwłaszcza aby uzyskać proste tłoczenie tak blisko krawędzi.
Dla mnie oznacza to przeróbkę po tłoczeniu, aby zrównać krawędź z tłoczeniem i tak zwaną przeróbkę z nacięciem.
Następnie, jeśli dotyczy Cię tylko rysunek, wykonaj zamiatające występy podstawy, dodając materiał na końcu płaskiej części po złożeniu.
Czuję, @ac kobra (wśród innych kolegów) wymyśla świetne rozwiązanie.
Zgadzam się z tym, co zostało powiedziane. Dodam jeszcze, że aby złożyć pomyślnie, promień gięcia musi pozostać wewnątrz nacięcia po złożeniu. W przeciwnym razie to nie zadziała. Więc albo wycinasz wystarczająco szeroko, aby uwzględnić domyślny promień gięcia, albo wymuszasz mniejszy promień gięcia. To rozwiązanie pozwala na pojedyncze tłoczenie przed gięciem + nacinanie.