Ik heb 6 mm dikke zijwanden en ik heb ook veel grote gaten die geen probleem zijn, aan de andere kant moet ik M4- of M5-taps doen.
Dat is uiteraard niet mogelijk in laser, dus ik zoek een kant-en-klare oplossing zoals clinchen, waarbij gaten nodig zijn die met laser gemaakt kunnen worden.
Uit mijn ervaring heb ik de clinching-techniek alleen gebruikt voor dun plaatmetaal van 2 mm of minder.
Wat zou je me kunnen adviseren, ik wil geen speciaal stuk maken tenzij het beperkt en gedwongen wordt.
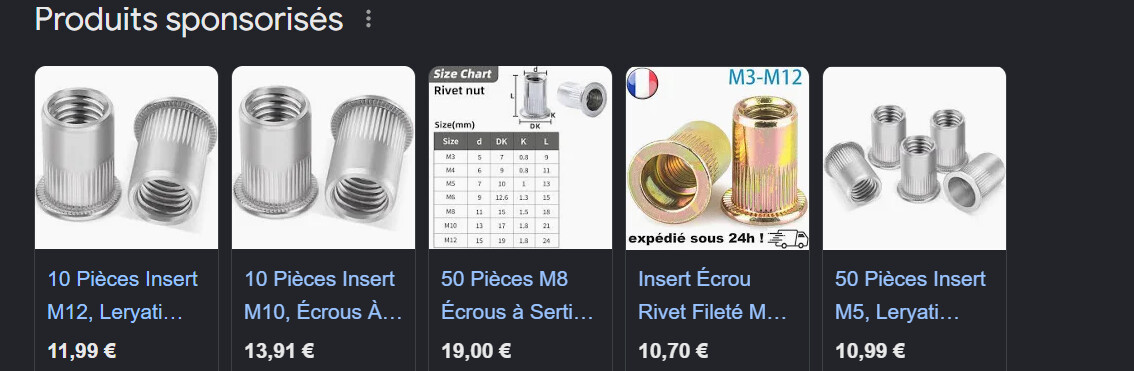
Wees voorzichtig met de combinatie van metalen bij het kiezen van de inzetstukken
Klinkmoeren zijn verkrijgbaar in verschillende materialen: verzinkt staal, roestvrij staal en aluminium. Hun selectie hangt af van de aard van de steun en het niveau van gezocht weerstand. De corrosiebestendigheid van het substraat wordt beïnvloed door de combinatie van de gekozen materialen.
Stalen inzetstuk : Ideaal gebruikt op een stalen standaard, is het ook geschikt voor een aluminium standaard. Het gebruik ervan wordt sterk afgeraden op een roestvrijstalen steun. De stalen klinknagelmoer is minder bestand tegen corrosie dan die van aluminium en roestvrij staal, maar heeft een betere mechanische weerstand .
Aluminium inzetstuk: Ideaal voor een aluminium steun, maar ook geschikt voor een stalen of roestvrijstalen steun. Perfect voor assemblages die gewichtsvermindering vereisen.
Roestvrijstalen inzetstuk : Voornamelijk geschikt voor roestvrijstalen steunen, kan het worden gekrimpt op een aluminium of stalen steun.
Bedankt voor de moer en het advies over de harmonie tussen de materialen.
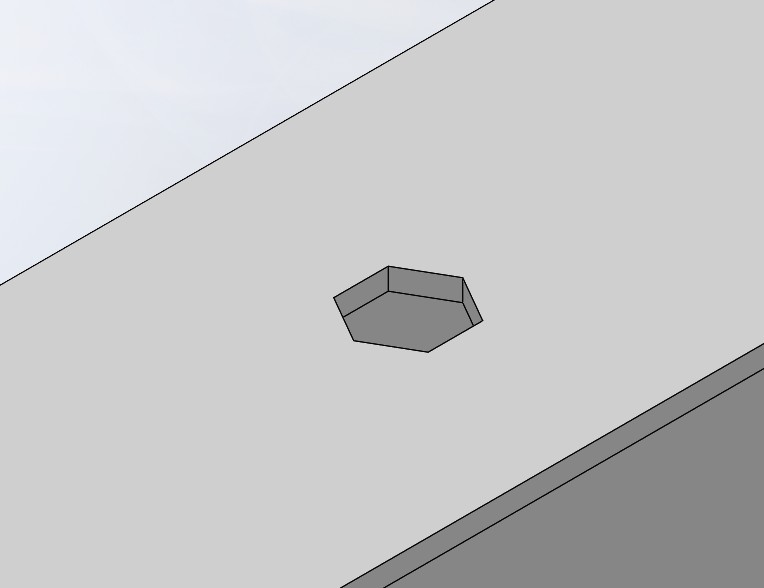
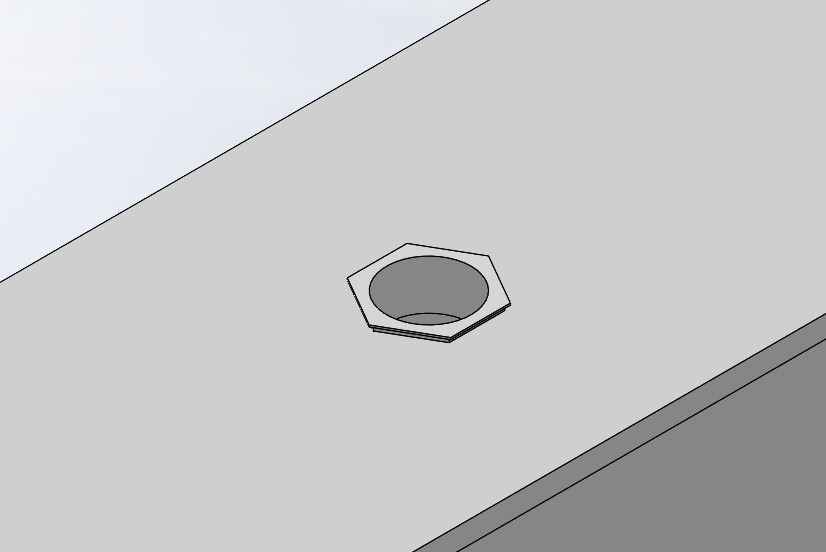
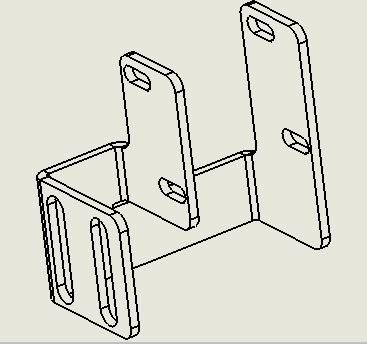
De insert past goed bij mij omdat hij voor M4 of M5 is. Het gaat om het bevestigen van kleine lasergesneden en gevouwen poten; deze pootjes houden zeer kleine microschakelaars (16 x 28 x 10) vast die in de poten zijn bevestigd met M3-gaten. Omdat er nauwelijks klemkracht is, zou ik de hexa crimpmoer niet nemen. Aan de andere kant behoud ik het idee voor een ander deel van het systeem.