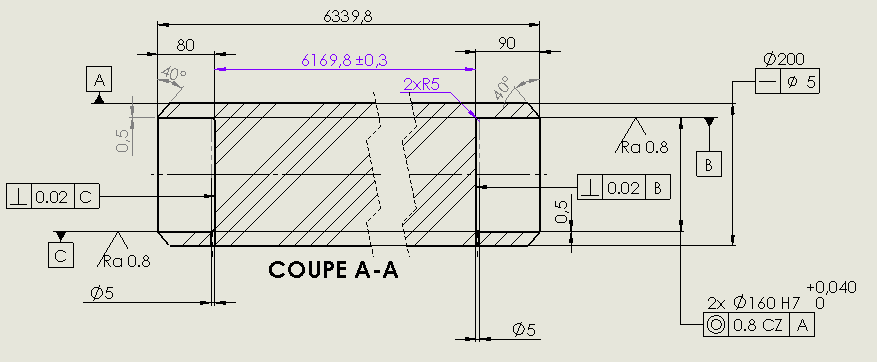
Je dois coter un axe très très long (plus de 6m).
Aux 2 extrémités de cet axe des pièces sont emboitées - soudées.
Une rectitude est demandée par le client sur l’axe ( 5 mm ) mais il faut surtout que sur l’assemblage final (avec les 2 pièces d’extrémités emboitées - soudées) on se retrouve avec les 2 pièces d’extrémités bien alignées (l’axe en lui même n’est pas fonctionnel : il assure juste la liaison mécanique entre les 2 pièces d’extrémités).
Les 2 emboitements étant proportionnellement petits (80 et 90mm) et la pièce étant naturellement peu rigide vu sa très grande longueur, je me demande comment bien spécifier que les 2 petits axes soient bien alignés entre eux et parallèles à l’axe moyen de la pièce.
Bonjour,
Il faut tenir compte du fait que ce n’est pas contrôlable physiquement donc coter cet alignement ne devrait pas se faire au niveau de ton axe mais au niveau des pièces recevant les pièces d’extrémité.
Le tracker laser est ideal pour cela.
Ton axe étant flexible, vue la longueur, il s’alignera de lui-même.
Autre chose tu peux demander à ton client une dérogation pour allonger l’emboîtement.
Et pour la cotation tu peux limiter la tolérance géométrique à une certaine longueur (emboîtement + …). Voit éventuellement avec l’usineur et ce que son tour peut réaliser au mieux en précision, il va certainement mettre l’axe entre pointes.
C’est en quelle matière?
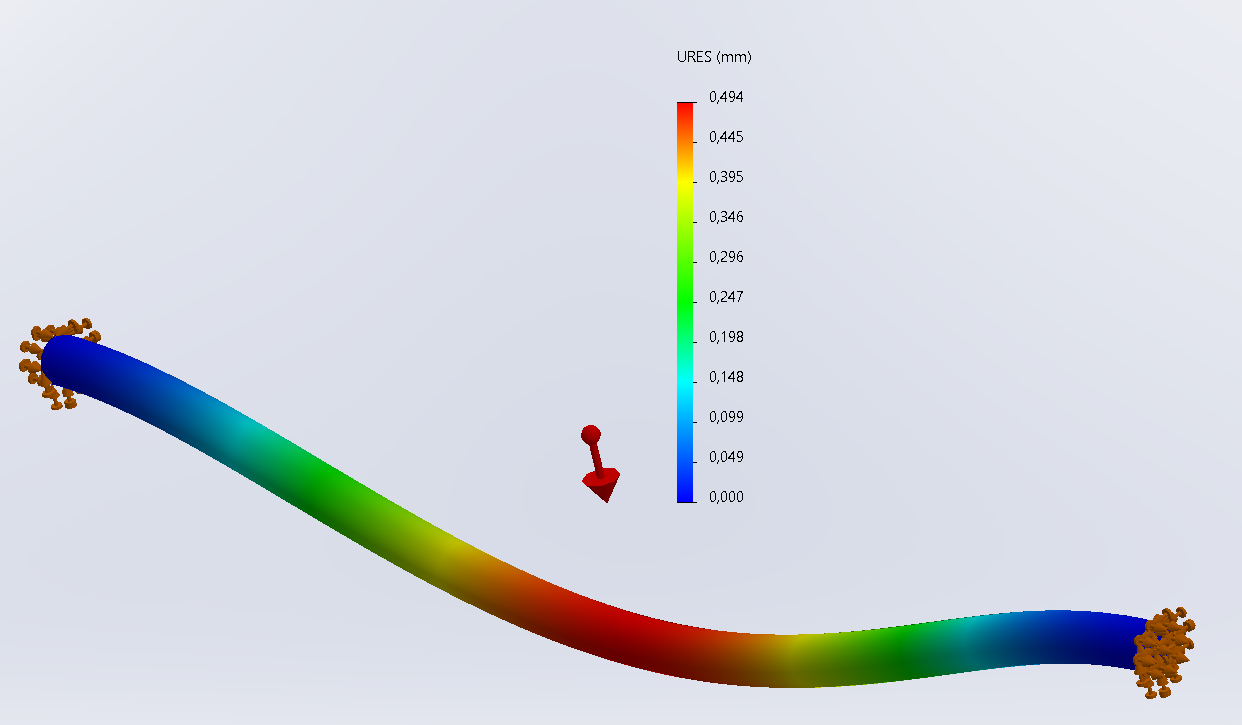
Une simulation sur SW avec juste la gravité comme force extérieure peut donner une indication de la flexion.
Oui, pourquoi pas, mais n’oublions pas qu’il ne faut pas coter quelque chose qui n’est pas réalisable ou pas justifié.
J’ai fait vite faite la simulation avec juste la gravité (poids propre) en C45 et bien je suis surpris du résultat puisque le résultat en déformation serait de 0.494mm.
La gamme de fabrication est figée (on ne va pas rentrer la pièce soudée de 7m de long pour fraiser les 2 pièces d’extrémités). Donc ça sera réalisation des 3 pièces en mécanique puis soudure finale.
Au niveau des emboitements , passer de 90 mm à 160 ou 200 ne doit pas changer grand chose en terme de qualité globale d’alignement (si les 2 usinages en bout sont réalisés par rapport au premier mètre de rond de chaque extrémité, ça finira quand même pas bien aligné au global entre les 2 cotés).
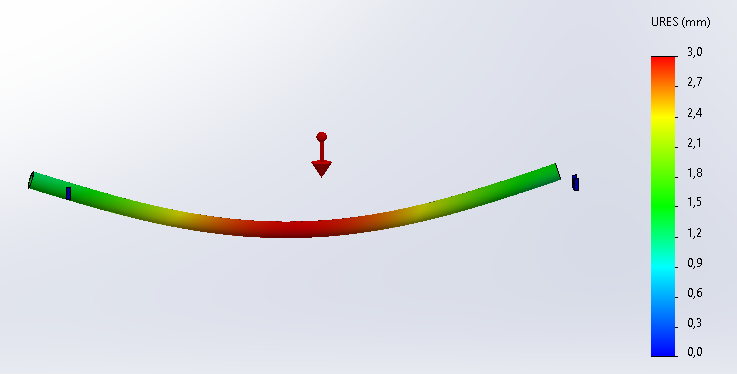
Ta simulation est avec 2 encastrements. Si tu as 2 appuis simples aux extrémités tu obtiens 3 mm de flèche au milieu :
Autant te dire qu’avec une telle flèche les 2 emboitements ne sont plus alignés du tout.
La souplesse finale après assemblage n’est pas mon problème (le design est existant et fonctionne bien).
Le souci est de coter la pièce afin que les 2 centrages soient concourants (indépendamment de la gravité).
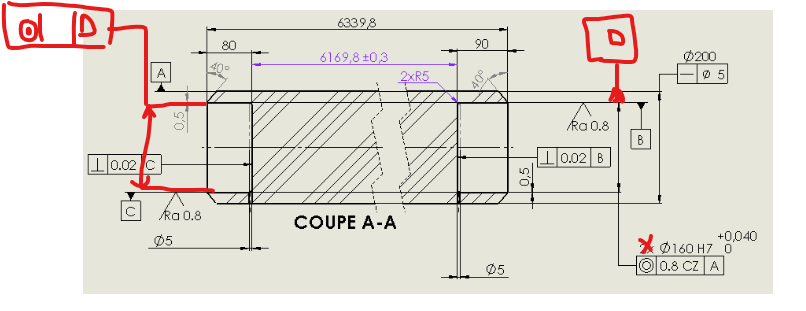
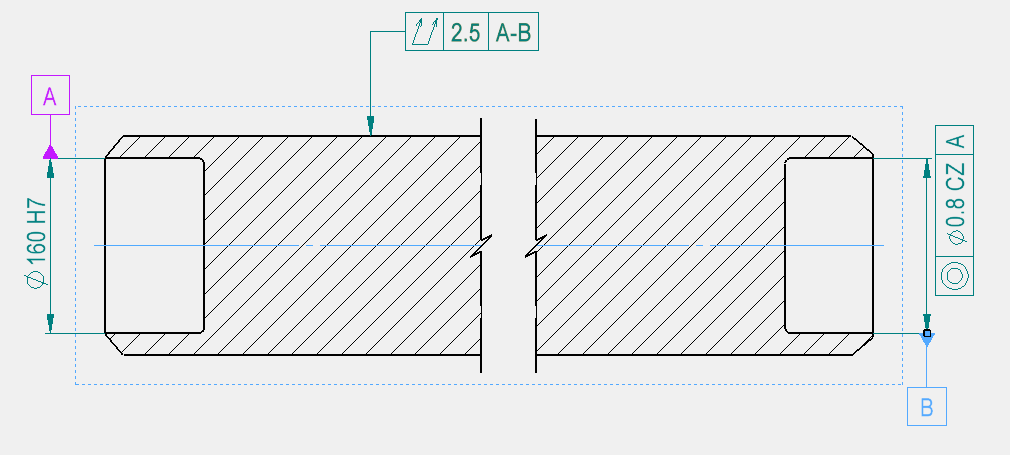
La cotation de @coin37coin est au final ce dont j’ai besoin mais ça me fait assez bizarre de coter une coaxialité (disons à 0.8 ou 1 mm entre les 2 bouts) alors que la pièce est si souple vu sa longueur.
Le fait d’avoir une surface de référence 70x plus petite que la pièce me semble aussi problématique.
Ce n’est pas le plus intuitif … mais en fait justement ! Ca va plutôt bien dans le sens de vos propos à vous deux : l’axe central ne sert « que » à relier tes deux centrages. Limite, si il n’était pas là, ca ferrait pareil (dans un monde hypothétique sans besoin de liaisons physiques)
Du coup, tu dimensions ton centrage par rapport à l’autre centrage
@Silver_Surfer , ton battement ne va pas rendre ta pièce plus ardu à réalisée et sujette aux rebuts ?
NB : En fait, en réfléchissant, vu que tu as plus de concentricité par rapport à l’axe central, ça doit améliorer … mais pas facile à réaliser en usinage ! Tu commences par tes centrages puis rectifie ton axe principale
ton battement ne va pas rendre ta pièce plus ardu à réalisée et sujette aux rebuts ?
→ Ben si ! Il est là le problème.
Mais d’après les infos communiqué, ce sont les 2 logements d’extrémité qui sont fonctionnel. Le battement va limiter implicitement la rectitude et assure le parallélisme des axes. Ca répond au besoin mais vraiment pas facile à réaliser vu la longueur…
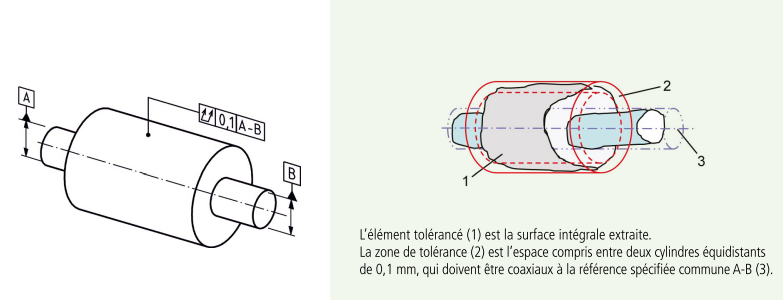
Le double battement ou la rectitude avec un ø dans la tolérances reviennent fonctionnellement au même sur un axe comme celui ci.
La nuance c’est que le double battement définit sa zone de tolérance entre 2 cylindres théoriques autour de la géométrie de la pièce :
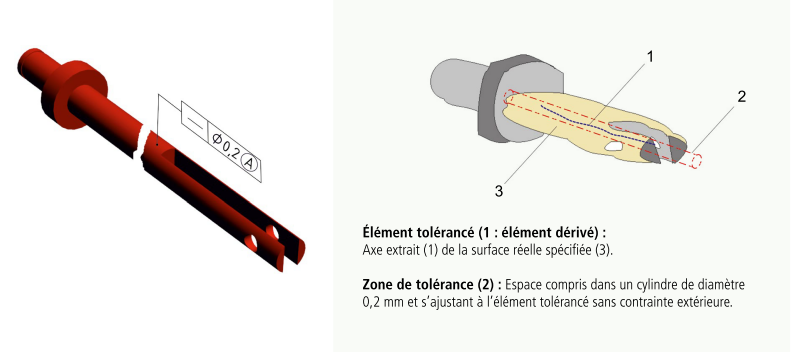
Comme l’extérieur de la pièce n’est pas du tout fonctionnel, la rectitude est plus conforme à mon besoin.
NB : images extraites du mémento de Cotation ISO Spécifications GPS édité par le Cetim.C’est très bien fait et très clair. A télécharger pour les cotisants Cetim (logiquement toutes vos sociétés devraient l’être)
Je serais intéressé de savoir dans quelle application va ce genre de pièce, je suis curieux de comprendre pourquoi il n’y a pas de palier intermédiaire
C’est un axe de soutien de structure mécanique qui est articulé aux 2 bouts. Les pièces rapportées sont les moyeux pour les axes d’articulation.
Comme la pièce est soumise au flambage il faut que tout cela soit bien aligné (plus le fait que notre client a des exigences élevées) .
Comme indiqué par @Le_Bidule, « il ne faut pas coter quelque chose qui n’est (…) pas justifié. » Au fil des messages, on comprend que c’est la sécurité vis-à-vis du flambage qui justifie cette cotation.
D’où quelques éléments dans le pdf joint, qui ne proposent pas de solution, mais donnent une orientation à la réflexion.
Une dernière remarque : la masse de la barre est d’environ 1500 kg, et la charge critique d’Euler au flambage est de l’ordre de 430 tonnes (si mon calcul Excel n’est pas pourri). On n’est pas dans l’horlogerie…