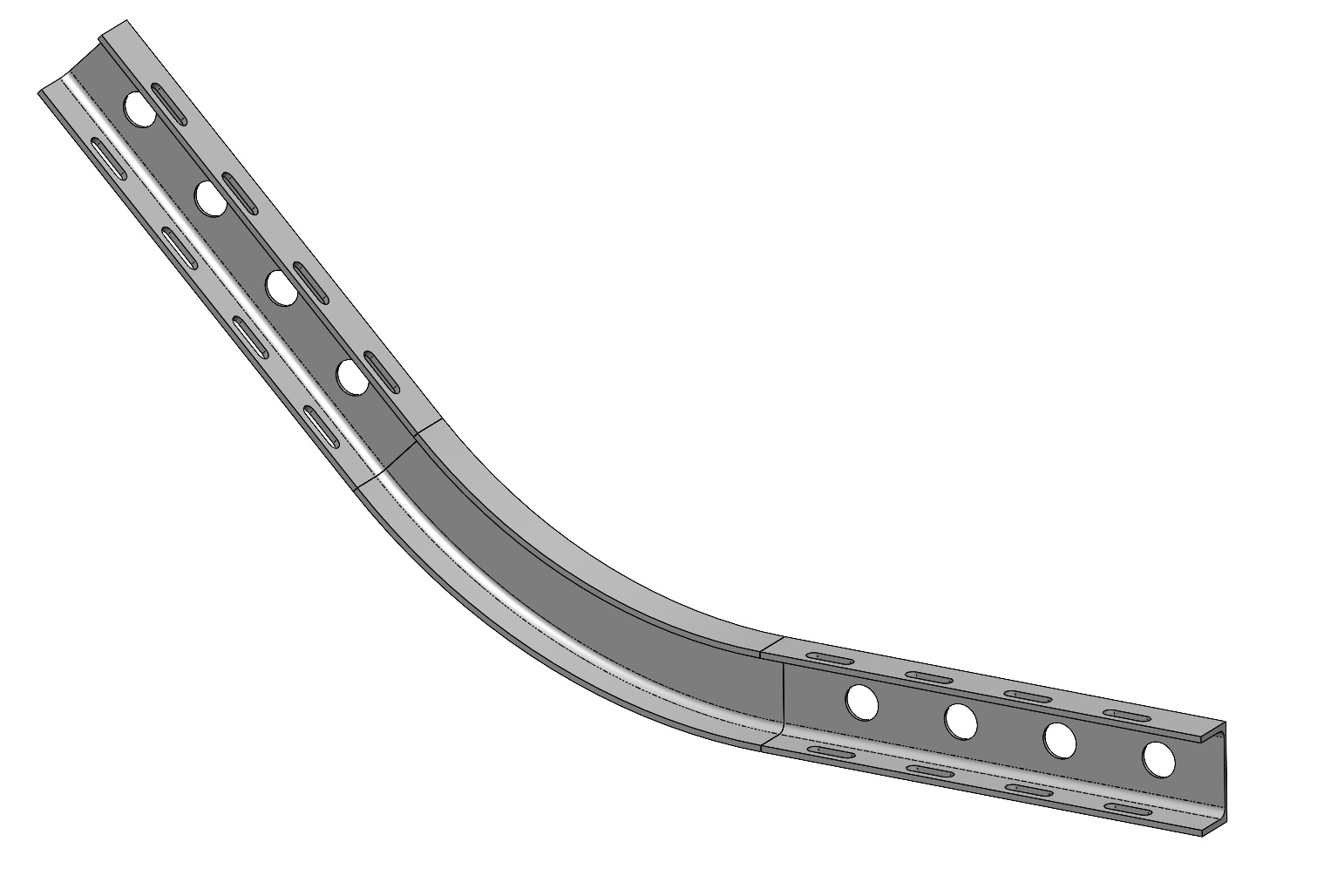
I have a whole frame made in welded construction (IPE140), some beams are sketched on an arc because they will have to be bent. However, I must be able to extract the flow rates from the " beams " to send them to the tube laser (before bending)
My question: How do you develop, unfold, decintend, ..., in short: flatten a curved profile, in order to generate a linear step of the body?
Hello Not possible without going through the sheet metal module, but that would be of no interest in your case. When we send beam bending or other profiles to be subcontracted, the step or even only a 2D plan is enough for the subcontractor. He manages and thus he is the one who takes responsibility for the conformity of the delivered part to the plan. The "benders" all have their methods with or without numerical control. Have a nice day
I agree with @Le_Bidule (it's a strange sentence...).
The easiest way is to convert your bodies into sheet metal.
With us, we only send our bender the plan of our finished element, we don't unfold it (or with the mention "only for information"). It is up to the supplier to adapt the Vé and bending radii according to his material (not to mention the losses in folds, elongations, etc.).
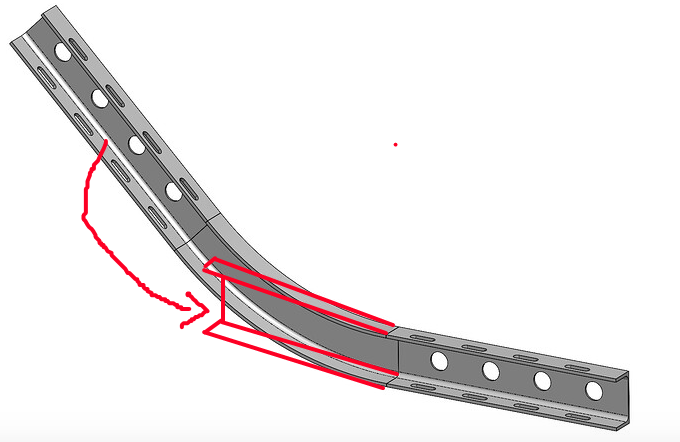
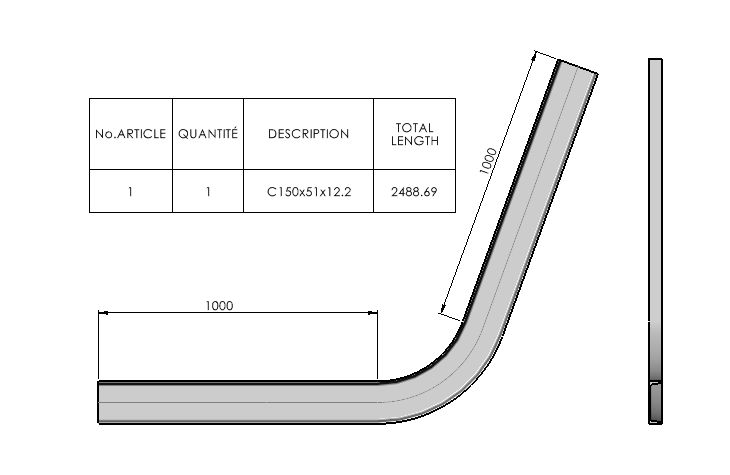
To at least have an idea of the flat flow rates, I propose the following solution. For your problem and only who are IPEs then make the curve on the theoretical location of the neutral fiber and then do a scan of the IPE profile. With the Trajectory function and then the trajectory length dimensioning, you get the length of what is similar to the neutral fiber.
This should hold up if the angles of curvature do not exceed 45°, beyond which the narrow stone becomes a sharp matter. (Solidworks does not calculate the shrinkage in this specific case AMHA
Sorry I can't help you more.
That said, I would like to have @ac_cobra_427's opinion on the problem of the shrink and also for the material removal of the laser but by placing the trajectory in relation to ???
Another small precision, LASERTUBE machines tubes but not beams to my knowledge. The solution for holes and oblongs is milling, rather before bending, it depends a little on the precision of their position. Regards
The solution may be to make a PRS with 3 sheets made with the sheet metal module and assembled, which will allow them to be unfolded and to make dxf for the laser eventually. Let's see what the community thinks Regards
For an IPE/IPN you have to go in the opposite direction; make a rectangular profile that unfolds then do the material removal of the openings and then do the material removal of the profile see PJ Fold-out UPN. SLDPRT (236.8 KB)
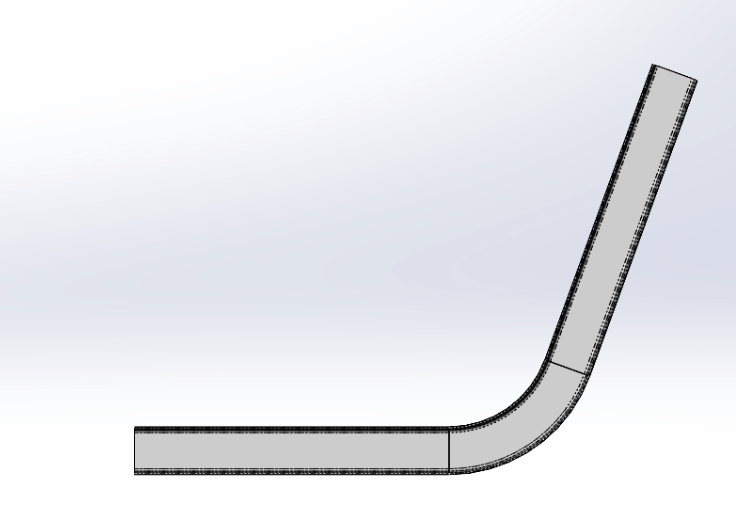
There is also the option to remove the curved area, add an extrusion of the UPN profile of the unfolded length of the curved part, and move the body with constraint to put it back to the end. It's still a good big hack, but functional:
In any case, there is no simple solution to make this unfolded, it will go through the " Hack +++ " box!
You're right, "Hack" is the best engineer in the world. (I'm a lot of travelers, I can assure you that it's a universality that saves the day in many cases).
It should be recognized as a World Heritage Site by UNESCO It would take a large square or a commemorative plaque with an annual anniversary.
We could also pay tribute to the local demerdologists who implement the precepts of the hack.
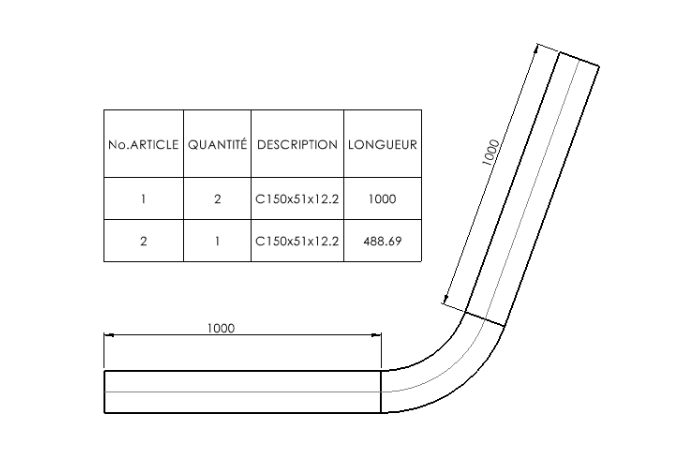
Then, in a nomenclature, retrieve and add the separate lengths of the straight and curved areas. In my example 2x1000+1x488.69=2488.69mm I've never checked but I guess it's pretty accurate. I don't know if we can have the total length (without the decomposition). It must be enough if the goal is to have the flow rates before bending.
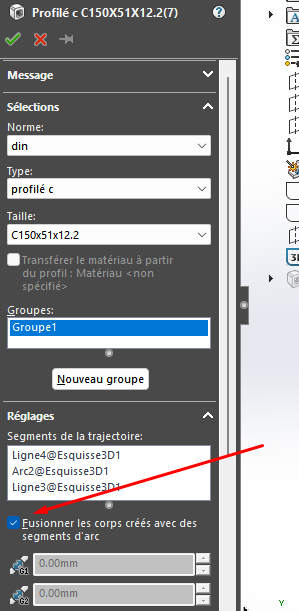
I found how to get the total LG without decomposition. You have to check the merge of the segments. When creating the welded construction, this box must be ticked