Bonjour à tous,
Je rencontre un soucis lors de l’utilisation de la fonction tôlerie.
En effet, lorsque je rentre mon épaisseur ainsi que ma perte au pli (référence des pertes au pli donné par un collègue qui travaille dans la société depuis plus longtemps que moi), je ne peux développé ma pièce, à part en utilisant le facteur K mais je ne trouve nul part comment déterminer le facteur K et donc, les pièces lasers qui en sortent ne sont pas correct.
Existe-t-il un logiciel ou un calcul simple pour déterminé le facteur K?
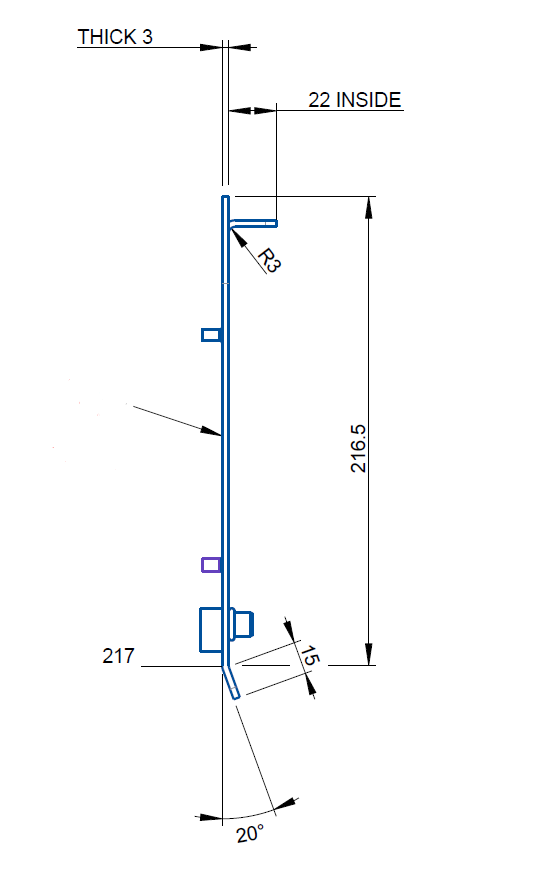
Voici un exemple d’une des pièces qui ne veut pas se mettre en développé, avec une perte au pli de 6mm
Bonjour,
La perte au pli, dépend de chaque presses plieuses, de leur jeux et des outils utilisés, ainsi que du sens de laminage de la tôle, dans ma boite j’ai fais des tests éprouvettes pour sortir un facteur K, regarde sur la machine, il doit y avoir une plaque abaque épaisseurs / outils (taille des V) ca donnera un point de départ.
6 « J'aime »
Bonjour,
problème récurrent.
Chez nous nous avons également testé et déterminé le facteur K pour toutes les épaisseurs, matière, vé utilisé, puis renseigné les tables SW.
C’est long mais cela permet d’avoir des découpes laser (dépliés) de bonne qualité.
1 « J'aime »
Merci pour vos réponses, je vais essayer de trouver ces données au sein de mon équipe.
@Le_Bidule , j’ai vu ces fameuses tables lors de rechercher en ligne, mais je ne les ai pas trouvés sur SW, pourriez-vous m’en dire plus à ce sujet?
Ce que je me dis à dire à chaque fois que le service achat me demande un déplié pour faire réaliser la pièce à un nouveau fournisseur … et ce qu’ils s’évertuent à ne pas comprendre. C’est fatiguant à la longue !!
Sinon, pour @Neko_3D, c’est malheureusement quelque chose d’empirique dont vous êtes les seuls à en détenir la connaissance. Bon courage pour trouver l’info 
Bonjour,
Voici un tableau dans lequel j’ai calculé les coeff de fibre neutre (facteur K) par rapport à l’épaisseur . Je me suis basé sur la perte au pli (Delta L) et rayon de pliage donnés par les abaques de plieuses Amada.
Coeffs pliage.xls (29 Ko)
Je m’en sers régulièrement depuis plusieurs années.
Par contre, il faut que le vé utilisé lors du pliage soit le même que celui prévu dans la conception de la pièce. Sinon cela influe sur le rayon et ça déplace la fibre neutre.
1 « J'aime »
Bonjour et merci de vos réponses.
@d.donval , merci pour votre tableau, cela me donnera déjà une base que je profanerai avec le temps.
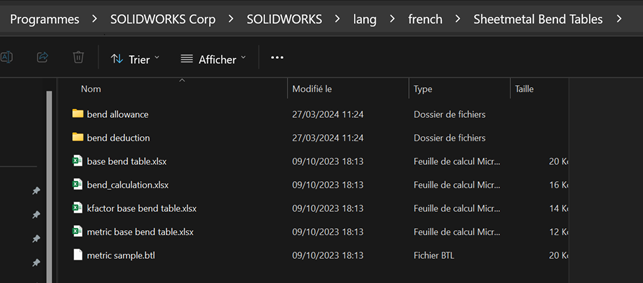
Voici le chemin d’accès pour une cfg standard de SW
Bonjour,
Petite précision, ces valeurs conviennent pour les aciers (S235 et/ou inox 304-316).
Pas pour les autres métaux (alu, cuivre, etc…)
Allongement différent.
2 « J'aime »
Effectivement, quand je passe par un fournisseur, sur le plan de la pièce je pose le développé, son carré capable et les cotes de pliage mais toujours avec un encadré « développé à titre indicatif », ce sont les cotes de la pièce finie qui font foi.
Ahh… ces acheteurs!!.. 
1 « J'aime »