Hallo ihr alle
Ich habe ein Problem bei der Verwendung der Blechfunktion.
In der Tat, wenn ich sowohl meine Dicke als auch meinen Verlust an der Falte eingebe (Referenz für die Verluste an der Falte, die von einem Kollegen angegeben wird, der länger im Unternehmen arbeitet als ich), kann ich mein Stück nicht entwickeln, außer mit dem K-Faktor, aber ich kann nirgendwo finden, wie ich den K-Faktor bestimmen kann und daher Die Laserteile, die daraus herauskommen, sind nicht korrekt.
Gibt es eine Software oder eine einfache Berechnung, um den K-Faktor zu bestimmen?
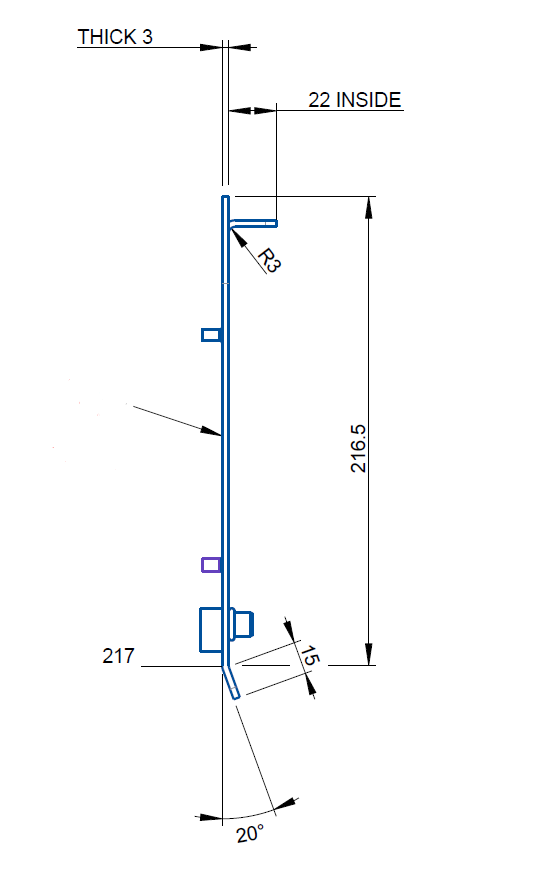
Hier ist ein Beispiel für eines der Teile, das nicht in die Entwicklung gehen möchte, mit einem Faltenverlust von 6 mm
Hallo
Der Verlust an der Biegung hängt von jeder Abkantpresse ab, ihrem Spiel und den verwendeten Werkzeugen, sowie der Walzrichtung des Blechs, in meiner Box habe ich Reagenzgläser gemacht, um einen K-Faktor herauszuholen, schauen Sie auf die Maschine, es muss eine Abakusplatte Dicken / Werkzeuge (Größe der Vs) geben, es wird einen Ausgangspunkt geben.
6 „Gefällt mir“
Hallo
wiederkehrendes Problem.
Wir haben auch den K-Faktor für alle Dicken, das verwendete Material und das verwendete V getestet und bestimmt und dann die SW-Tabellen ausgefüllt.
Es ist lang, aber es ermöglicht Ihnen, Laserschnitte in guter Qualität (ungefaltet) zu machen.
1 „Gefällt mir“
Vielen Dank für Ihre Antworten, ich werde versuchen, diese Daten in meinem Team zu finden.
@Le_Bidule , ich habe diese berühmten Tabellen gesehen, als ich online gesucht habe, aber ich konnte sie nicht auf SW finden, können Sie mir mehr darüber erzählen?
Was ich mir jedes Mal sage, wenn der Einkauf mich nach einem ungefalteten Teil fragt, um das Teil von einem neuen Lieferanten anfertigen zu lassen... und was sie nicht zu verstehen trachten. Es ist auf Dauer ermüdend!!
Ansonsten ist es für @Neko_3D leider etwas Empirisches, von dem nur Sie Kenntnis haben. Viel Glück bei der Suche nach den Informationen 
Hallo
Hier ist eine Tabelle, in der ich die neutralen Faserkoeffizienten (K-Faktor) in Bezug auf die Dicke berechnet habe. Ich habe mich auf den Verlust an der Biegung (Delta L) und dem Biegeradius gestützt, die in den Diagrammen der Amada-Falzmaschinen angegeben sind.
Coeffs pliage.xls (29 KB)
Ich benutze es seit mehreren Jahren regelmäßig.
Das beim Biegen verwendete V muss jedoch mit dem übereinstimmen, das in der Konstruktion des Teils vorgesehen ist. Andernfalls beeinflusst es den Radius und verdrängt die neutrale Faser.
1 „Gefällt mir“
Hallo und vielen Dank für Ihre Antworten.
@d.Donval , danke für dein Bild, es wird mir bereits eine Basis geben, die ich mit der Zeit entweihen werde.
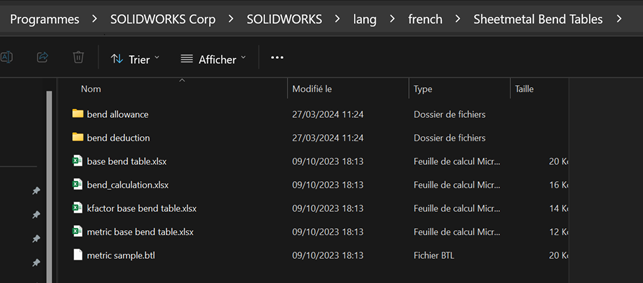
Hier ist der Pfad für ein Standard-SW-cfg
Hallo
Diese Werte sind für Stähle (S235 und/oder Edelstahl 304-316) geeignet.
Nicht für andere Metalle (Aluminium, Kupfer, etc...)
Unterschiedliche Dehnung.
2 „Gefällt mir“
In der Tat, wenn ich über einen Lieferanten gehe, setze ich auf den Plan des Teils die Presse, ihr leistungsfähiges Quadrat und die Faltmaße, aber immer mit einer Schachtel " zu Informationszwecken entwickelt ", es sind die Abmessungen des fertigen Teils, die authentisch sind.
Ahh... diese Käufer.. 
1 „Gefällt mir“