Cze wszystkim
Mam problem z używaniem funkcji arkusza blachy.
Rzeczywiście, kiedy wprowadzam swoją grubość, a także moją stratę na zagięciu (odniesienie do strat na zagięciu podane przez kolegę, który pracuje w firmie dłużej niż ja), nie mogę rozwinąć mojego kawałka, chyba że za pomocą współczynnika K, ale nie mogę nigdzie znaleźć, jak określić współczynnik K, a zatem Części laserowe, które z niego wychodzą, nie są poprawne.
Czy jest jakieś oprogramowanie lub proste obliczenia do wyznaczenia współczynnika K?
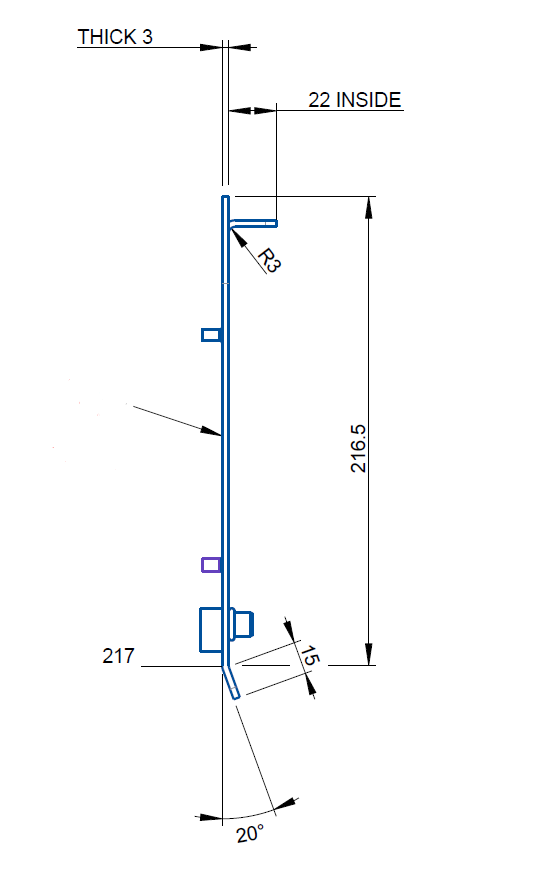
Oto przykład jednej z części, która nie chce iść w fazę rozwoju, ze stratą zagnieceń wynoszącą 6 mm
Witam
Strata na zgięciu zależy od każdej prasy krawędziowej, ich luzu i użytych narzędzi, a także kierunku zwijania blachy, w moim pudełku zrobiłem probówki, aby uzyskać współczynnik K, spójrz na maszynę, musi być grubość płytki liczydła / narzędzia (rozmiar Vs) to da punkt wyjścia.
6 polubień
Witam
powtarzający się problem.
Przetestowaliśmy również i określiliśmy współczynnik K dla wszystkich grubości, materiału, użytego klina, a następnie wypełniliśmy tabele SW.
Jest długa, ale pozwala na uzyskanie dobrej jakości cięć laserowych (rozłożonych).
1 polubienie
Dziękuję za odpowiedzi, postaram się odnaleźć te dane w moim zespole.
@Le_Bidule , widziałem te słynne tabele podczas wyszukiwania w Internecie, ale nie mogłem ich znaleźć na SW, czy mógłbyś mi powiedzieć o tym więcej?
To, co mówię do siebie za każdym razem, gdy dział zakupów prosi mnie o rozłożoną część, aby część została wykonana przez nowego dostawcę... i tego, czego starają się nie rozumieć. Na dłuższą metę jest to męczące!!
W przeciwnym razie, dla @Neko_3D, jest to niestety coś empirycznego, o czym tylko Ty masz wiedzę. Powodzenia w szukaniu informacji 
Witam
Oto tabela, w której obliczyłem współczynniki włókien obojętnych (współczynnik K) w odniesieniu do grubości . Oparłem się na ubytku na zgięciu (Delta L) i promieniu gięcia podanych przez wykresy falcujących maszyn Amada.
Współczynniki pliage.xls (29 KB)
Używam go regularnie od kilku lat.
Jednak klin używany podczas gięcia musi być taki sam, jak ten przewidziany w projekcie części. W przeciwnym razie wpływa na promień i wypiera włókno neutralne.
1 polubienie
Witam i dziękuję za odpowiedzi.
@d. Donval , dziękuję za twój obraz, już da mi podstawę, którą z czasem zbezczeszczę.
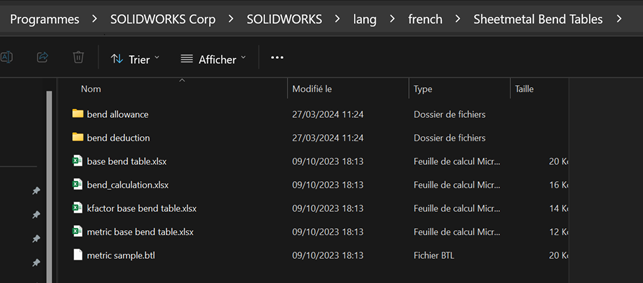
Oto ścieżka do standardowego cfg SW
Witam
Mała precyzja, wartości te są odpowiednie dla stali (S235 i/lub stal nierdzewna 304-316).
Nie dla innych metali (aluminium, miedź itp.)
Różne wydłużenie.
2 polubienia
Rzeczywiście, kiedy przechodzę przez dostawcę, na planie części umieszczam prasę, jej odpowiedni kwadrat i wymiary składania, ale zawsze z pudełkiem " opracowanym w celach informacyjnych ", to wymiary gotowej części są autentyczne.
Ach... tych nabywców.. 
1 polubienie