Radzę wziąć model stołu w Soldiworks/lang/english/tabelach gięcia blachy.
I modyfikuj go według własnego uznania.
Czy to właśnie zrobiłeś?
kfactor_base_bend_table.xls
Radzę wziąć model stołu w Soldiworks/lang/english/tabelach gięcia blachy.
I modyfikuj go według własnego uznania.
Czy to właśnie zrobiłeś?
Witam
Umieściłem K na 0,01 dla wszystkich grubości do 8 mm (suma długości wewnętrznych = rozwinięty). Po tym następuje strata w fałdach.
Uważaj na części walcowane, gdzie K = 0,5 .
Nie, użyłem tego stołu jako bazy.
C:\Program Files\SolidWorks Corp\SolidWorks\lang\English\Tabele grubości blachy\współczynnik k mm sample.xls
0.01 ?!!!
Gdzie to znajdziesz? :p
Jakich narzędzi używasz, aby osiągnąć ten wynik?
Po wielu testach w końcu zacząłem składać z czynnikiem K.
To właśnie dało mi najlepszy wynik i najlepszą dokładność.
0,01 oznacza ocenę neutralnych włókien wewnętrznych, to wszystko! Nasze narzędzia są normalne!
Podobnie jak Bart, współczynnik k=0,33.
@david be3: Jakie jest wewnętrzne włókno neutralne dla mojej uprawy? Znam neutralne włókno, ale nie drugie. Dziękuję.
Aby to uprościć:
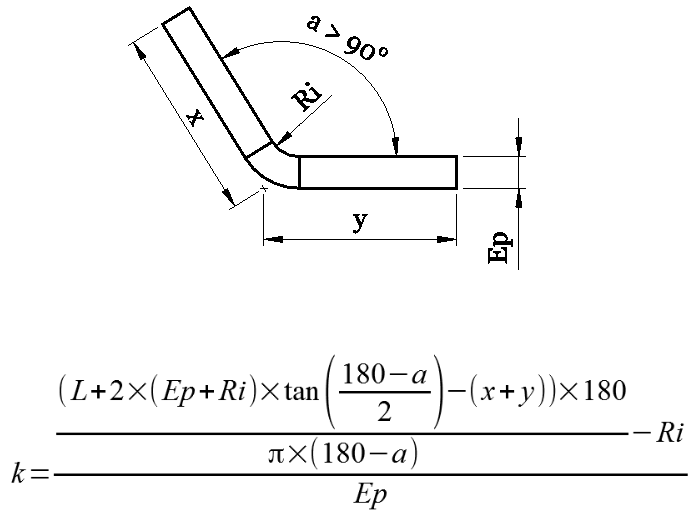
Współczynnik K = Ri/ep
Jeśli wynik jest w przybliżeniu równy 1: K=0,33
Jeśli wynik jest w przybliżeniu równy 2: K=0,4
Jeśli wynik jest w przybliżeniu równy 3: K=0,5
Dziękuję Bart za formuły, które sprawiają, że boli Cię głowa!
Dlatego uprościłem poniżej =)
Na grubości blachy włókno neutralne to linia, która nie odkształca się podczas żadnej operacji zginania lub odkształcania.
Na SW gdy K=0,001 oznacza to, że włókno neutralne jest prawie po stronie zgiętej,
gdy K = 1 włókno neutralne znajduje się po drugiej stronie grubości.
Gdy K=0,5 neutralne włókno przechodzi przez środek grubości!
W warsztacie i u większości moich podwykonawców prace rozwojowe odbywają się bez zmian!
Zobacz PJ
Wszystko zależy od pożądanej tolerancji, grubości i wybranego oprzyrządowania.
Edycja: patrząc na twój rysunek, widzimy, że jeśli umieścisz 0,01 we współczynniku K, stracisz precyzję.
Na blasze o grubości 2 mm może nadal odgrywać pewną rolę.
Na blasze o grubości 2mm, która w momencie otrzymania ma 1,95 i 2,25 mm! Na tym poziomie osobiście te parametry bardzo mi odpowiadają!
Zgadzam się z tobą David. Jak na kątownik jest bardzo dobrze, my też nie jesteśmy zegarmistrzem, ale na blasze z mnogością warstw może to być problem...
Właściwie to nie na temat...
Jak wygląda twój stół w końcu, Romux?
Niestety nie daje to wiele hihi.
Muszę wprowadzić te wartości w tabeli, ale kiedy to robię, to nie działa (zawsze używam promienia 1 mm podczas rysowania, aby uprościć rzecz).
W najgorszym wypadku poproszę szefa o dzień szkolenia z blachy.
:-)
Jeśli chodzi tylko o zmianę współczynnika K w zależności od grubości, mogę mieć rozwiązanie, które może zadziałać.
Jeśli jesteś poniżej 2014 roku, dostępna jest nowa funkcja, która pozwala ustawić współczynnik K zgodnie z konfiguracją.
Wszystko, co musisz zrobić, to utworzyć szablon dokumentu z różnymi konfiguracjami (ep = 1, ep = 2 itd....)
I powiązać współczynnik K z grubością. (Patrz zdjęcie) to samo dotyczy promienia gięcia.
Spróbować. =)
Dziękuję Bart, wypróbuję twoje rozwiązanie. Wydaje mi się, że wcale nie jest zła^^
Obejrzyj ten film instruktażowy
https://www.youtube.com/watch?feature=player_embedded&v=d068bXXRsU8
@+ ;-))