Ich empfehle Ihnen, ein Tabellenmodell in Soldiworks/lang/english/sheetmetal bend tables zu nehmen.
Und modifizieren Sie es nach Ihren Wünschen.
Ist es das, was Sie getan haben?
kfactor_base_bend_table.xls
Ich empfehle Ihnen, ein Tabellenmodell in Soldiworks/lang/english/sheetmetal bend tables zu nehmen.
Und modifizieren Sie es nach Ihren Wünschen.
Ist es das, was Sie getan haben?
Hallo
Ich setze ein K auf 0,01 für alle Stärken bis 8mm (Summe der Innenlängen = entwickelt). Danach gibt es Verluste in den Falten.
Seien Sie vorsichtig mit den gewalzten Teilen, bei denen K=0,5 .
Nein, ich habe diese Tabelle als Basis verwendet.
C:\Programme\SolidWorks Corp\SolidWorks\lang\Französisch\Blechlehrentabellen\k-Faktor mm sample.xls
0.01 ?!!!
Wo finden Sie das? :p
Welche Art von Werkzeugen verwenden Sie, um dieses Ergebnis zu erzielen?
Nach vielen Tests habe ich schließlich angefangen, mit dem K-Faktor zu folden.
Das hat mir das beste Ergebnis und die beste Genauigkeit gebracht.
0,01 bedeutet Interior Neutral Fiber Rating, das ist alles! Unsere Werkzeuge sind normal!
Wie Bart Faktor k = 0,33.
@david werden3: Was ist für meine Pflanzen die innere neutrale Faser? Ich kenne die neutrale Faser, aber nicht die andere. Vielen Dank.
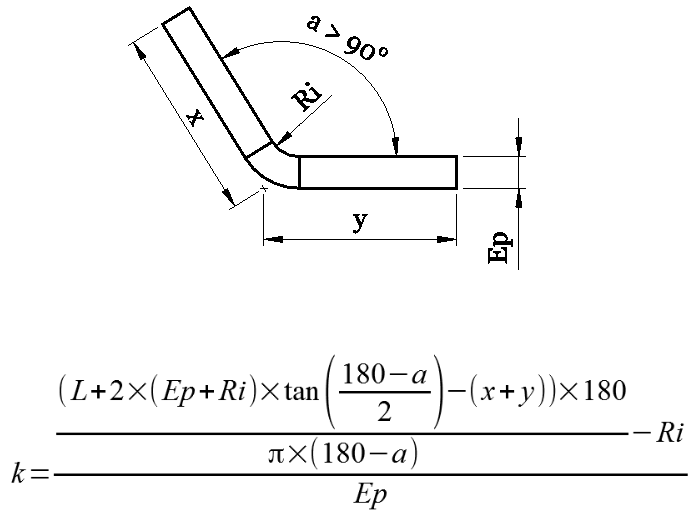
Um es einfacher zu machen:
K-Faktor = Ri/ep
Wenn das Ergebnis ungefähr gleich 1 ist: K = 0,33
Wenn das Ergebnis ungefähr gleich 2 ist: K=0,4
Wenn das Ergebnis ungefähr gleich 3 ist: K=0,5
Danke Bart für die Formeln, die dir den Kopf weh tun!
Deshalb habe ich es weiter unten vereinfacht =)
Bei einer Blechdicke ist die neutrale Faser die Linie, die sich bei keinem Biege- oder Verformungsvorgang verformt.
Bei SW bei K = 0,001 bedeutet dies, dass die neutrale Faser fast auf der gebogenen Seite liegt,
Wenn K=1 ist, befindet sich die neutrale Faser auf der anderen Seite der Dicke.
Bei K=0,5 verläuft die neutrale Faser durch die Mitte der Dicke!
In der Werkstatt und mit dem Großteil meiner Subunternehmer werden die Entwicklungen inter odds durchgeführt!
Siehe PJ
Es hängt alles von der gewünschten Toleranz, der Dicke und dem gewählten Werkzeug ab.
Bearbeiten: Wenn wir uns Ihre Zeichnung ansehen, können wir sehen, dass Sie an Präzision verlieren, wenn Sie 0,01 in den K-Faktor eingeben.
Auf einem 2mm Blech kann es immer noch eine Rolle spielen.
Auf einem 2mm Blech, das bei Erhalt 1,95 und 2,25 mm ist! Auf diesem Niveau liegen mir diese Parameter persönlich sehr gut!
Ich stimme dir zu, David. Für ein Winkeleisen ist es sehr gut, wir sind auch kein Uhrmacher, aber bei einem Blech mit einer Vielzahl von Lagen kann es ein Problem sein...
Wir sind hier tatsächlich vom Thema entfernt...
Wie sieht Ihr Tisch am Ende Romux aus?
Leider gibt es nicht viel hihi.
Ich muss diese Werte in eine Tabelle eingeben, aber wenn ich das tue, funktioniert es nicht (ich verwende immer einen Radius von 1 mm, wenn ich zeichne, um das Ding zu vereinfachen).
Im schlimmsten Fall werde ich meinen Chef um einen Tag Blechschulung bitten.
:-)
Wenn es nur darum geht, den K-Faktor entsprechend der Dicke zu ändern, habe ich vielleicht eine Lösung, die funktionieren könnte.
Wenn Sie unter 2014 sind, gibt es eine neue Funktion, mit der Sie den K-Faktor entsprechend einer Konfiguration einstellen können.
Alles, was Sie tun müssen, ist, eine Dokumentvorlage mit den verschiedenen Konfigurationen (ep = 1, ep = 2 usw.) zu erstellen.
Und um den K-Faktor mit der Dicke zu verknüpfen. (Siehe Bild) Gleiches gilt für den Biegeradius.
Versuchen. =)
Vielen Dank Bart, ich werde Ihre Lösung ausprobieren. Sie scheint mir gar nicht so schlecht zu sein^^
Sehen Sie sich dieses Tutorial-Video an
https://www.youtube.com/watch?feature=player_embedded&v=d068bXXRsU8
@+ ;-))