I advise you to take a table model in Soldiworks/lang/english/sheetmetal bend tables.
And modify it as you wish.
Is that what you did?
kfactor_base_bend_table.xls
I advise you to take a table model in Soldiworks/lang/english/sheetmetal bend tables.
And modify it as you wish.
Is that what you did?
Hello
I put a K at 0.01 for all thicknesses up to 8mm (sum of interior lengths = developed). After that, there is loss in the folds.
Be careful with the rolled parts where K=0.5 .
No, I used this table as a base.
C:\Program Files\SolidWorks Corp\SolidWorks\lang\French\Sheet Metal Gauge Tables\k-factor mm sample.xls
0.01 ?!!!
Where do you find that? :p
What kind of tools do you use to achieve this result?
After many tests, I finally started folding with the K factor.
That's what gave me the best result, and the best accuracy.
0.01 means Interior Neutral Fiber Rating, that's all! Our tools are normal!
Like Bart, factor k=0.33.
@david be3: for my crop, what is the inner neutral fiber? I know the neutral fiber, but not the other one. Thank you.
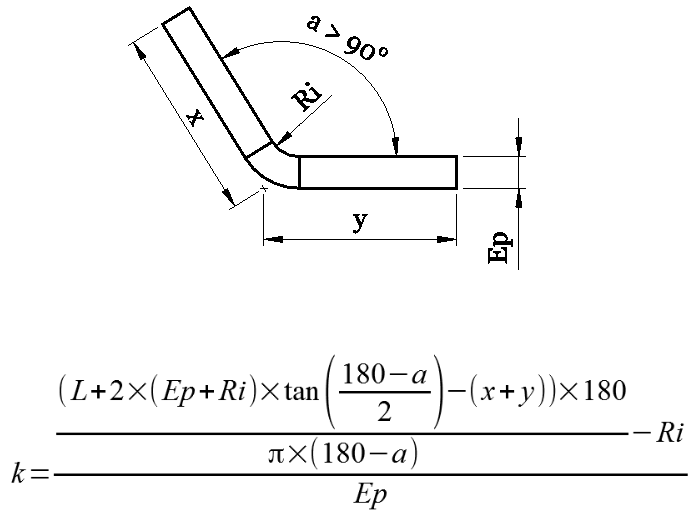
To make it simpler:
K-factor = Ri/ep
If the result is approximately equal to 1: K=0.33
If the result is approximately equal to 2: K=0.4
If the result is approximately equal to 3: K=0.5
Thank you Bart for the formulas that make your head hurt!
That's why I simplified below =)
On a sheet thickness, the neutral fiber is the line that does not deform during any bending or deformation operation.
On SW when K=0.001 it means that the neutral fiber is almost on the bent side,
when K=1 the neutral fiber is on the other side of the thickness .
When K=0.5 the neutral fiber passes through the center of the thickness!
In the workshop and with the majority of my subcontractors, the developments are done inter odds!
See PJ
It all depends on the desired tolerance, the thickness and the tooling chosen.
Edit: looking at your drawing, we can see that if you put 0.01 in K factor, you lose precision.
On a 2mm sheet metal it can still play a role.
On a 2mm sheet metal which when you receive it is 1.95 and 2.25 mm! At this level, personally, these parameters suit me very well!
I agree with you David. For an angle iron, it's very good, we're not a watchmaker either, but on a sheet metal with a multitude of plies, it can be a problem...
We're off topic in fact here...
What does your table look like in the end Romux?
Unfortunately it doesn't give much hihi.
I need to enter these values in a table but when I do, it doesn't work (I always use a 1mm radius when I draw to simplify the thing).
At worst, I will ask my boss for a day of sheet metal training.
:-)
If it's just to change the K factor according to the thickness, I may have a solution that could work.
If you are under 2014, there is a new function that allows you to set the K factor according to a configuration.
All you have to do is create a document template with the different configurations (ep = 1 ep = 2 etc....)
And to link the K factor to the thickness. (See image) same for the bending radius.
To try. =)
Thank you Bart, I'll try your solution. She seems not bad to me at all^^
Watch this tutorial video
https://www.youtube.com/watch?feature=player_embedded&v=d068bXXRsU8
@+ ;-))