Je te conseille de prendre un modèle de table dans Soldiworks/lang/french/sheetmetal bend tables.
Et le modifier à ta guise.
C'est ce que tu as fait?
kfactor_base_bend_table.xls
Je te conseille de prendre un modèle de table dans Soldiworks/lang/french/sheetmetal bend tables.
Et le modifier à ta guise.
C'est ce que tu as fait?
Salut ,
Je mets un K à 0.01 pour toutes les épaisseures jusqu'a la 8mm ( somme des longueurs intérieures = développé ). Apres il y a de la perte au plis .
Attention au pièces roulées où K=0.5 .
Non j'ai utilisé cette table comme base.
C:\Program Files\SolidWorks Corp\SolidWorks\lang\French\Sheet Metal Gauge Tables\k-factor mm sample.xls
0.01 ?!!!
Tu trouves ça où ? :p
Tu utilise quel type d'outils pour arriver à ce résultat?
Après de nombreux éssais, je suis finalement parti sur du pliage avec le facteur K.
C'est ce qui me donnais le meilleur résultat, et la meilleure précision.
0.01 signifie cotation en fibre neutre intérieure c'est tout ! nos outils sont normaux !
Comme Bart, facteur k=0,33.
@david be3: pour ma culture, c'est quoi de la fibre neutre interieure ? Je connais la fibre neutre, mais pas l'autre. Merci.
Pour faire plus simple :
Facteur K = Ri/Ep
Si le résultat est environ égal à 1 : K=0.33
Si le résultat est environ égal à 2 : K=0.4
Si le résultat est environ égal à 3 : K=0.5
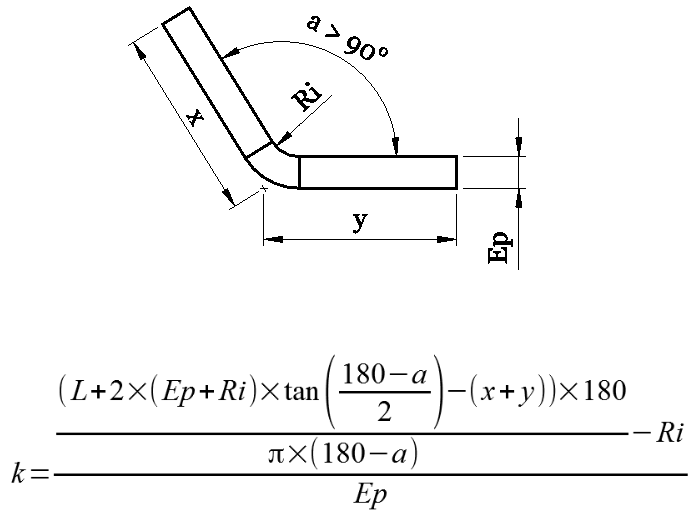
Merci Bart les formules qui font bobo la tête!
C'est pour ça que j'ai simplifié en dessous =)
Sur une épaisseur de tôle , la fibre neutre est la ligne qui ne ne déforme pas pendant une opération de pliage ou de déformation quelconque .
Sur SW lorsque K=0.001 cela veut dire que la fibre neutre est quasiment sur la face pliée ,
lorsque K=1 la fibre neutre est de l'autre côté de l'épaisseur .
Lorsque K=0.5 la fibre neutre passe au centre de l'épaisseur !
A l'atelier et avec la majorité de mes sous traitant les développés se font cotes inter !
Cf PJ
Tout dépend après de la tolérance désirée, de l'epaisseur et de l'outillage choisi.
Edit : en regardant ton dessin, on voit bien que si tu mets 0.01 en facteur K, tu perds en précision.
Sur une tôle de 2mm ça peut jouer quand même.
Sur une tôle de 2mm qui quand on la réceptionne fait en 1.95 et 2.25 mm ! A ce niveau personnellement ces paramètres me vont très bien !
Je suis d'accord avec toi David. Pour une cornière, ça va très bien, nous ne sommes pas horloger non plus, mais sur une tôle possédant une multitude de plis, çela peut poser problème...
On est hors sujet en faite là...
ça donne quoi ta table au final Romux?
Malheureusement ça donne pas grand chose hihi.
J'ai besoin de rentrer ces valeurs dans une table mais quand je le fait, ça ne fonctionne pas ( j'utilise toujours un rayon de 1mm quand je dessine pour simplifier la chose).
Au pire je demanderai une journée de formation tôlerie à mon patron.
:-)
Si c'est juste pour changer le facteur K selon l'eppaisseur, j'ai peut être une solution qui pourrait aller.
Si tu es sous 2014, il y à une nouvelle fonction qui permet de parametrer le facteur K selon une configuration.
Il te suffit de créer un modèle de document avec les différentes configurations (ep = 1 ep =2 etc....)
Et de lier le facteur K à l'epaisseur.. (Voir image) idem pour le rayon de pliage.
A essayer. =)
Merci Bart, je vais essayé ta solution. Elle me parait pas mal du tout ^^
voir cette video tuto
https://www.youtube.com/watch?feature=player_embedded&v=d068bXXRsU8
@+ ;-))