Hallo
Ik probeer opnieuw een K-factor sjabloontabel te maken
maar het werkt niet en ik zie niet waar het probleem vandaan komt.
Ik zou uw verlichting alstublieft nodig hebben.
facteur_k_test.zip
Hallo
Ik probeer opnieuw een K-factor sjabloontabel te maken
maar het werkt niet en ik zie niet waar het probleem vandaan komt.
Ik zou uw verlichting alstublieft nodig hebben.
Persoonlijk werk ik met de K-factor maar mijn maattabel.
Ik heb het over het algemeen op 0.33 gezet omdat ik de juiste tools gebruik.
Behalve geplette vouwen waar ik 0,5
Ik gebruik de K-factor ook zonder tabel, maar soms vergeet ik de waarde te veranderen, en als gevolg daarvan krijg ik verkeerde delen in Prod.
Dus ik ben op zoek naar een manier om dit soort problemen te voorkomen. :-)
Oh ja, in dit geval moet je een tabel maken, maar geen sjabloontabel.
Ik raad je aan om een tafelmodel te nemen in Soldiworks/lang/engels/plaatwerk buigtafels.
En pas het aan zoals u dat wilt.
Is dat wat je deed?
Hallo
Ik heb een K op 0,01 gezet voor alle diktes tot 8 mm (som van inwendige lengtes = ontwikkeld). Daarna is er verlies in de plooien.
Wees voorzichtig met de gewalste delen waar K=0.5 .
Nee, ik heb deze tafel als basis gebruikt.
C:\Program Files\SolidWorks Corp\SolidWorks\lang\English\Sheet Metal Gauge Tabellen\k-factor mm sample.xls
0.01 ?!!!
Waar vind je dat? :p
Wat voor tools gebruik je om dit resultaat te bereiken?
Na vele tests ben ik eindelijk begonnen met vouwen met de K-factor.
Dat gaf me het beste resultaat en de beste nauwkeurigheid.
0,01 betekent Interior Neutral Fiber Rating, dat is alles! Onze tools zijn normaal!
Net als Bart, factor k=0,33.
@david be3: Wat is de interne neutrale vezel voor mijn gewas? Ik ken de neutrale vezel, maar de andere niet. Bedankt.
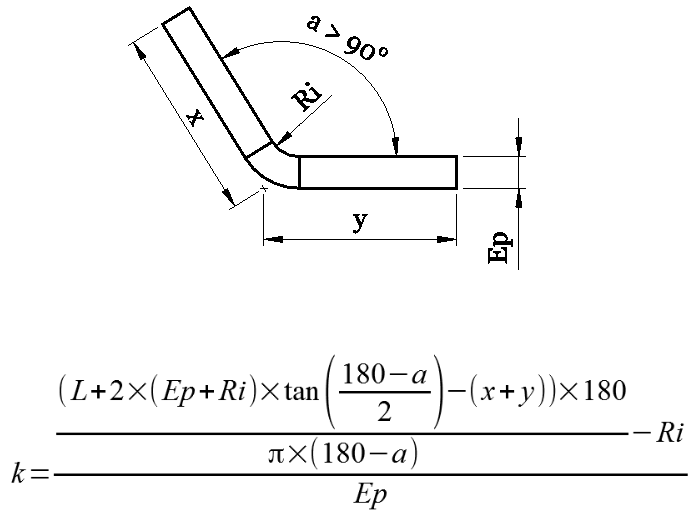
Om het eenvoudiger te maken:
K-factor = Ri/ep
Als het resultaat ongeveer gelijk is aan 1: K=0,33
Als het resultaat ongeveer gelijk is aan 2: K=0,4
Als het resultaat ongeveer gelijk is aan 3: K=0,5
Bedankt Bart voor de formules waar je hoofd pijn van doet!
Daarom heb ik hieronder vereenvoudigd =)
Op een plaatdikte is de neutrale vezel de lijn die niet vervormt tijdens een buig- of vervormingsoperatie.
Op SW wanneer K=0.001 betekent dit dat de neutrale vezel bijna aan de gebogen kant is,
wanneer K=1 de neutrale vezel zich aan de andere kant van de dikte bevindt.
Wanneer K = 0,5 gaat de neutrale vezel door het midden van de dikte!
In de werkplaats en met de meerderheid van mijn onderaannemers worden de ontwikkelingen naar alle waarschijnlijkheid uitgevoerd!
Zie PJ
Het hangt allemaal af van de gewenste tolerantie, de dikte en de gekozen tooling.
Edit: als we naar je tekening kijken, kunnen we zien dat als je 0,01 in K-factor zet, je precisie verliest.
Op een 2mm plaatwerk kan het nog steeds een rol spelen.
Op een 2mm plaatwerk wat bij ontvangst 1.95 en 2.25 mm is! Op dit niveau passen deze parameters persoonlijk heel goed bij mij!
Ik ben het met je eens, David. Voor een hoekijzer is het erg goed, we zijn ook geen horlogemaker, maar op een plaatwerk met een veelheid aan lagen kan het een probleem zijn...
We zijn hier eigenlijk off-topic...
Hoe ziet jouw tafel er uiteindelijk uit Romux?