Nazywam się EL DIK Ahmad i jestem studentem 3 roku na kierunku Systemy Przemysłowe. W ramach projektu mam zamodelować maszynę do odproszkowywania części drukowanych w LPBF (druk 3D z metalu, głównie tytanu). Szkoła posiada już maszynę drukarską, ale brakuje zautomatyzowanego rozwiązania na etapie depowderingu.
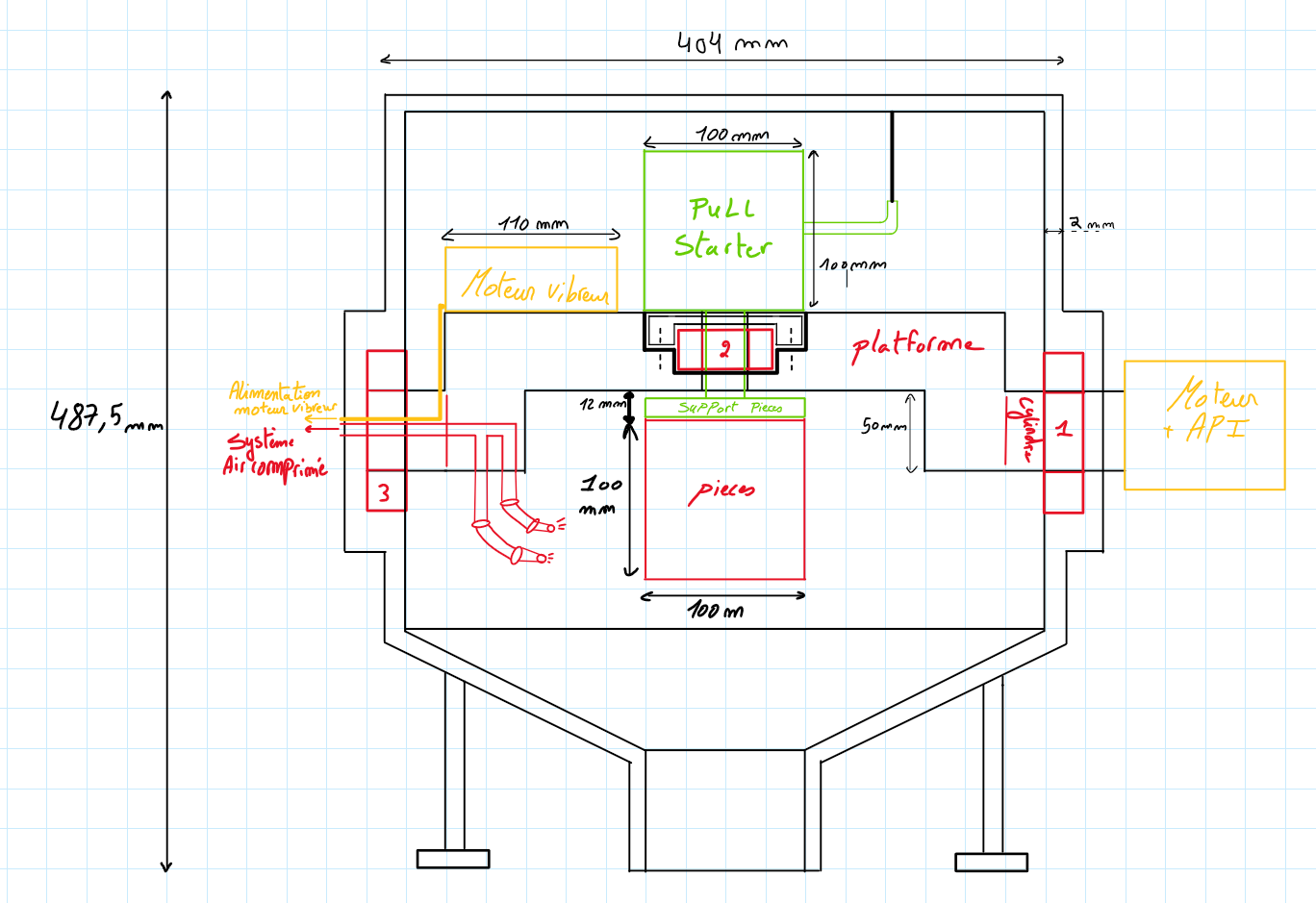
Zrobiłem już schemat mojej ogólnej idei: celem jest wprawienie wydrukowanych części w wibracje, wdmuchiwanie na nie sprężonego powietrza i wykorzystanie grawitacji do wydobycia jak największej ilości resztek proszku.
Na załączonym rysunku pokazuję zasadę działania systemu. Problem polega na tym, że chciałbym, aby wibracje działały tylko na części, a nie na całą maszynę. Myślałem o przymocowaniu silnika wibracyjnego do wyrzutni lin ("rozrusznika ciągnionego"), która jest już używana do obracania wydrukowanych części, aby uniknąć dodawania drugiego silnika.
Szukam jednak rozwiązania, aby odizolować układ "silnik wibracyjny – rozrusznik pociągowy – podparcie części – części" od osi obrotu w kształcie litery U, tak aby oś ta nie podlegała drganiom.
Czy masz jakieś pomysły lub możliwe rozwiązania (rodzaj montażu, elementy antywibracyjne, konstrukcja mechaniczna itp.), aby uzyskać tę izolację drgań przy zachowaniu rotacji części?
Witam Po co wyobrażać sobie tak skomplikowaną maszynę, która po prostu odproszkowuje część? Czy nie mogłaby się nadawać na przykład miska wibracyjna z odzyskiem proszku? Kształt i powłoka misy (zbiornika) musiałyby zostać zbadane, ale kto powiedział, że część tytanowa mówi część sztywna, to nie powinno to stanowić problemu. Pozostaje tylko zaprojektować ekosystem załadunku/rozładunku (mały robot)
Dziękuję za odpowiedź! ale nie widzę, w jaki sposób ręczna maszyna czyszcząca pomoże mi rozwiązać problem z wibracjami w automatycznej maszynie do depowderingu :c .
Rzeczywiście, przeanalizowaliśmy opcję wibrującej miski. Niestety dla drukowanych przez nas części (max wymiary ~100 mm × 100 mm) sama misa wibracyjna nie wystarczy. Pozostały proszek osadza się w bardzo głębokich i złożonych obszarach (kanały wewnętrzne, struktury sieciowe, wąskie wnęki).
W tych warunkach wibracje nie są w stanie wydobyć całego proszku:
proszek pozostaje zablokowany przez działanie kapilarne w mikroubytkach,
A nawet po sprężonym powietrzu + ultradźwiękach + myciu wysokociśnieniowym czasami pozostaje proszek.
Dlatego szkoła chce bardziej kompletnego rozwiązania, łączącego wibracje + dysze sprężonego powietrza + kontrolowaną orientację pomieszczeń, aby zmaksymalizować grawitację i dostęp do strumieni powietrza. Celem jest możliwość odproszkowania kilku części w jednorodny i zautomatyzowany sposób, bez konieczności ręcznej interwencji.
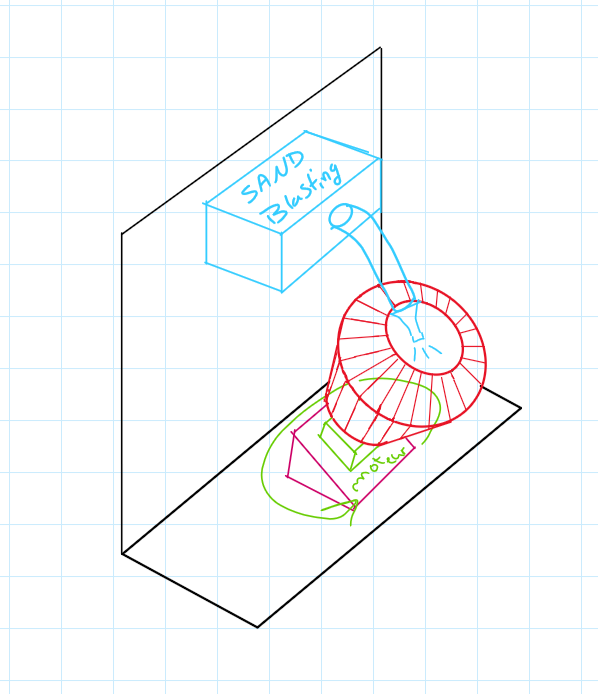
Co więcej, drugi etap naszego projektu dotyczy zautomatyzowanego piaskowania, już opracowanego z obrotowym bębnem i stałą dyszą do jednorodnej obróbki.
Dziwi mnie, że w szkole masz tak dużą ilość części, że chcesz zautomatyzować ten proces! Dla mnie trzeba czerpać inspirację z przenośników wibracyjnych i innych procesów tej samej operacji za pomocą wibracji. Stała rama i część wibracyjna podjęte na części stałej za pomocą listwy lub sprężyny. Co o tego rodzaju drukarkach mówią producenci, nie mają gotowych rozwiązań do deproszkowania? (Rozwiązanie, aby zainspirować się lub zastąpić swój pomysł w zależności od kosztów.)
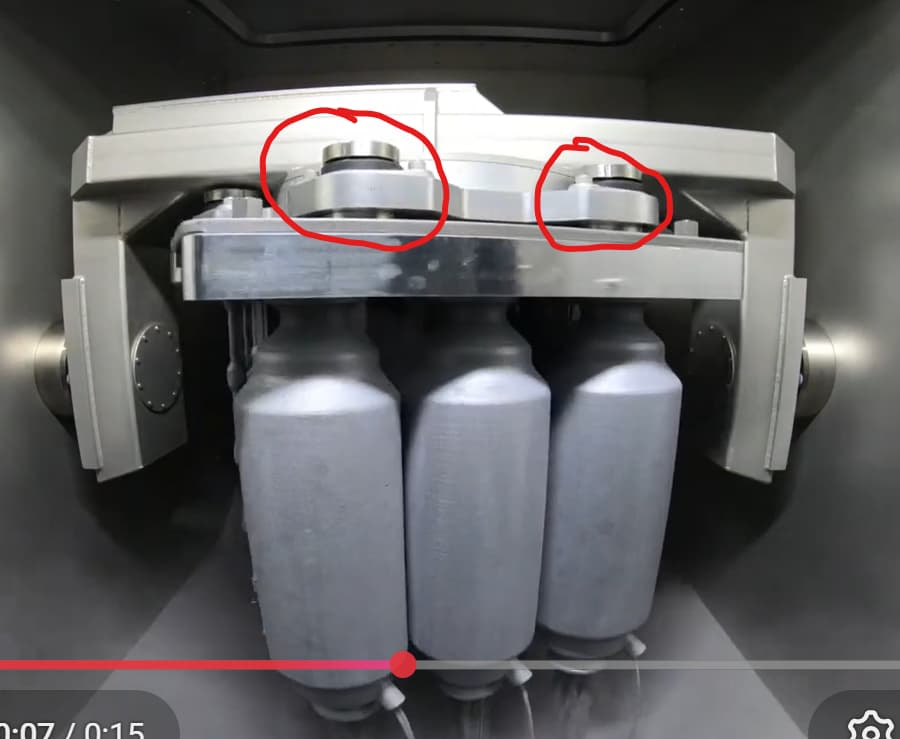
Witaj Sbadenis, Dziękuję za odpowiedź! w rzeczywistości szkoła jest partnerem firmy, która zajmuje się drukiem 3D, sama firma ma projekty z wieloma częściami do wydrukowania, znalazłem rozwiązanie na youtube, które jest podobne do mojego, ale dla dużych części: https://youtu.be/oQh0HK2v5xY?si=EwFbBeadeB4-hb_B
Widzę, że używali jakiegoś izolatora drgań, masz pojęcie, jak to się nazywa? (przepraszam za mój francuski, nie jestem native speakerem języka francuskiego)