Bonjour à toutes et tous.
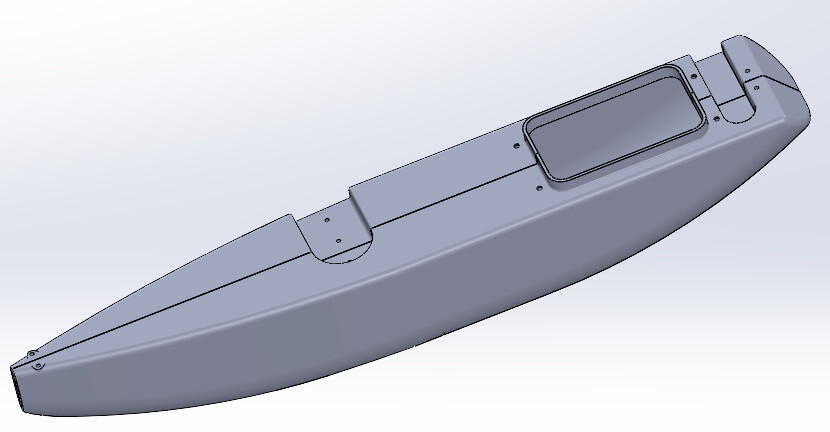
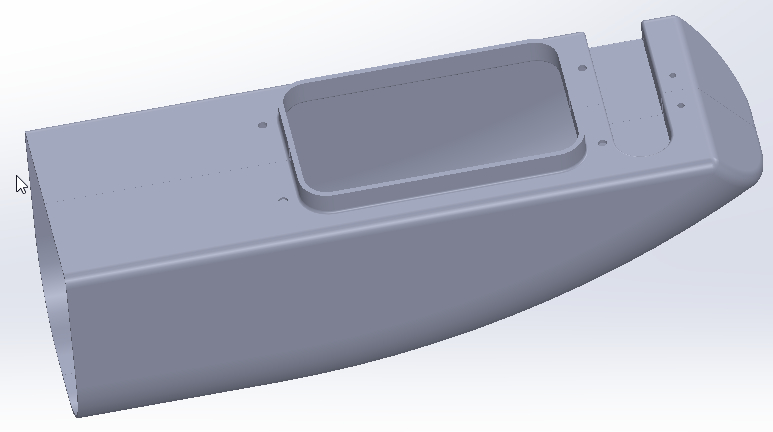
Je crée actuellement une coque de Trimaran radio commandé.
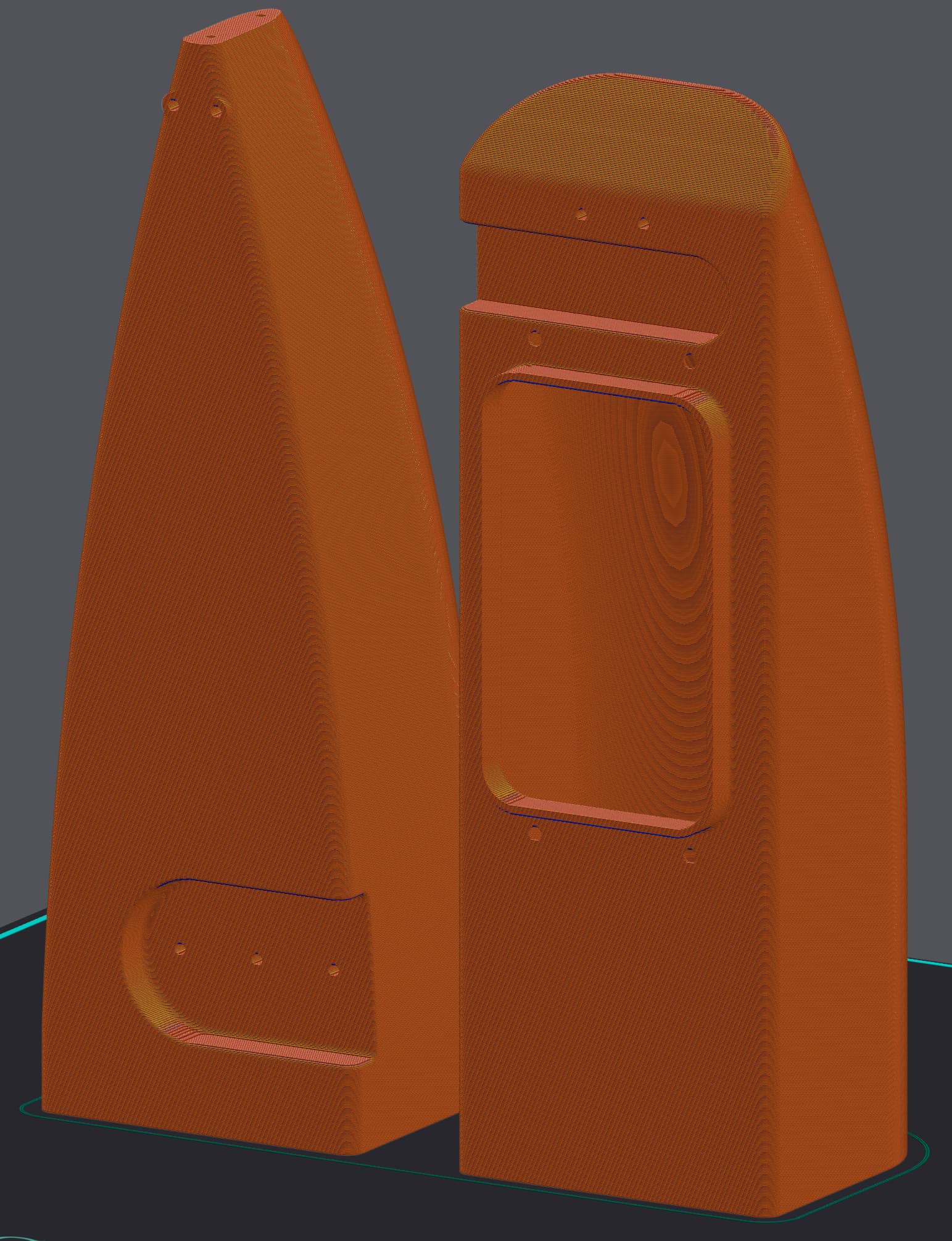
J’ai 2 demi coques coupées au centre par la longueur. J’ai assemblé les 2 partie et je l’ai aient enregistrées en .SLDPRT.
Selon le type de type de style d’affichage, la liaison entre les 2 parties est visible ou pas.
Question: lors de l’impression, est ce que la ligne de liaison sera visible ou pas ?
Merci
Je t’aurais imaginé plutôt travailler sur un drakkar
Pour l’impression ce que tu vois à l’écran sera visible sur le papier. Donc en mode lignes les lignes seront visibles et ta démarcation aussi.
Par contre pour une soudure je chanfreinerais les bords à souder, pour une meilleure soudure (dépend du type de soudure). Ce qui du même coup rendrait visible la démarcation même sans le mode d’affichage lignes.
Bonjour Sylk.
C’est un voilier radio commandé de 50 cm… En plastique.
La question que je me pose est: à partir du .sldprt je vais créer un fichier Step, pour imprimer les pièces.est ce que la ligne de jonction des 2 demies coques sera visible ?
Bonjour @Scofield comme il parlait du style d’affichage, je pensais qu’il parlait d’impression papier… mais tu me mets le doute.
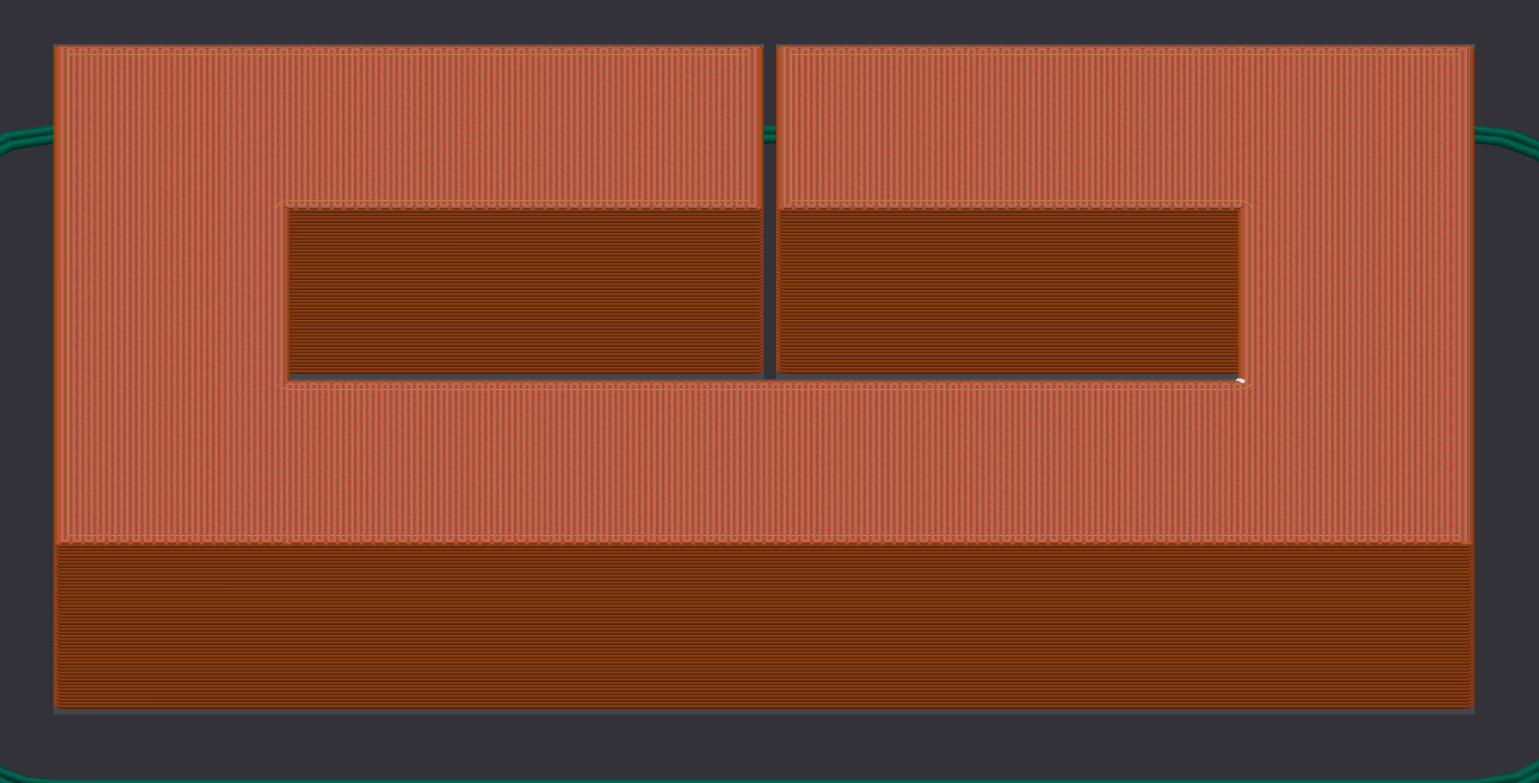
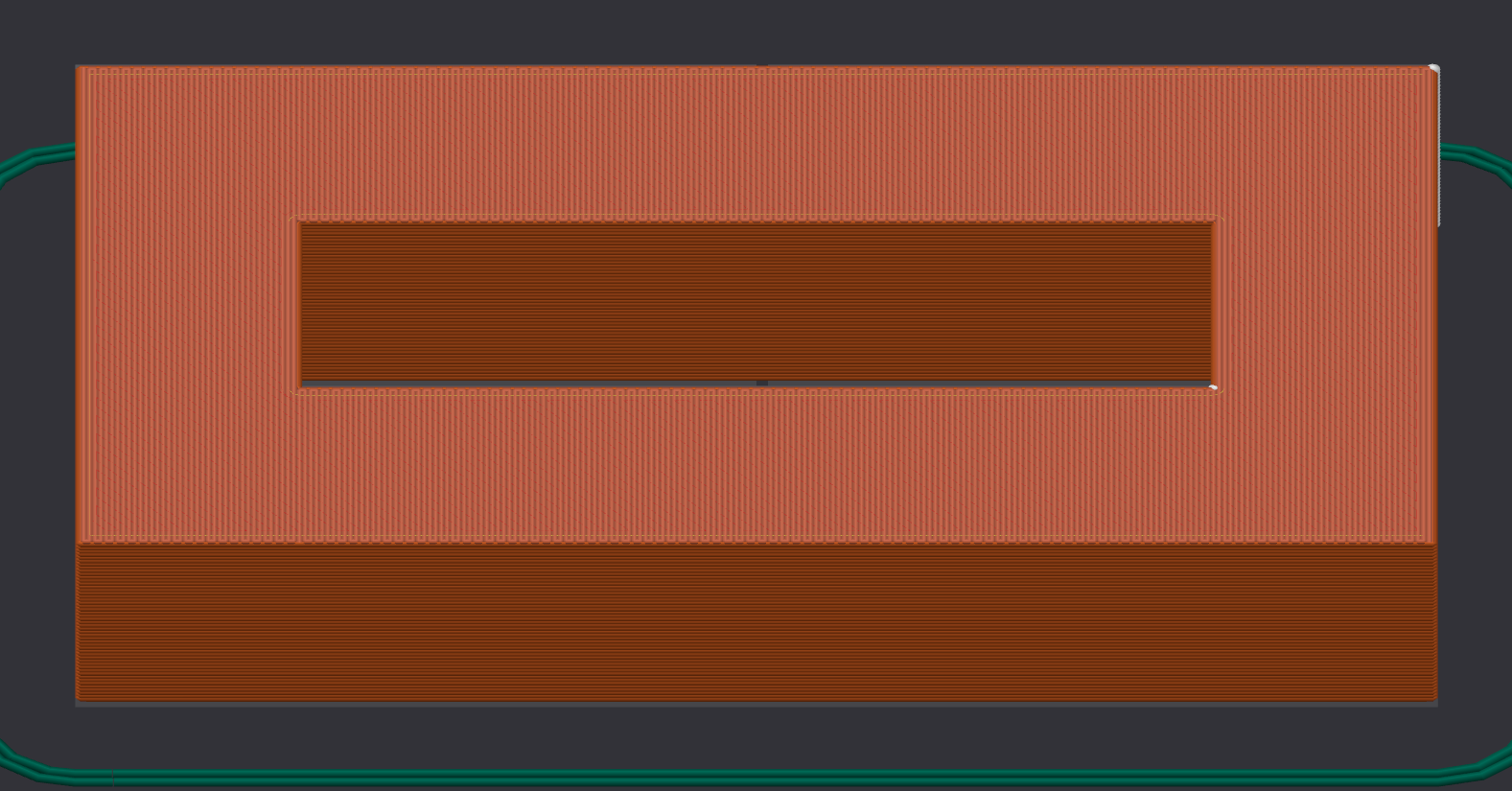
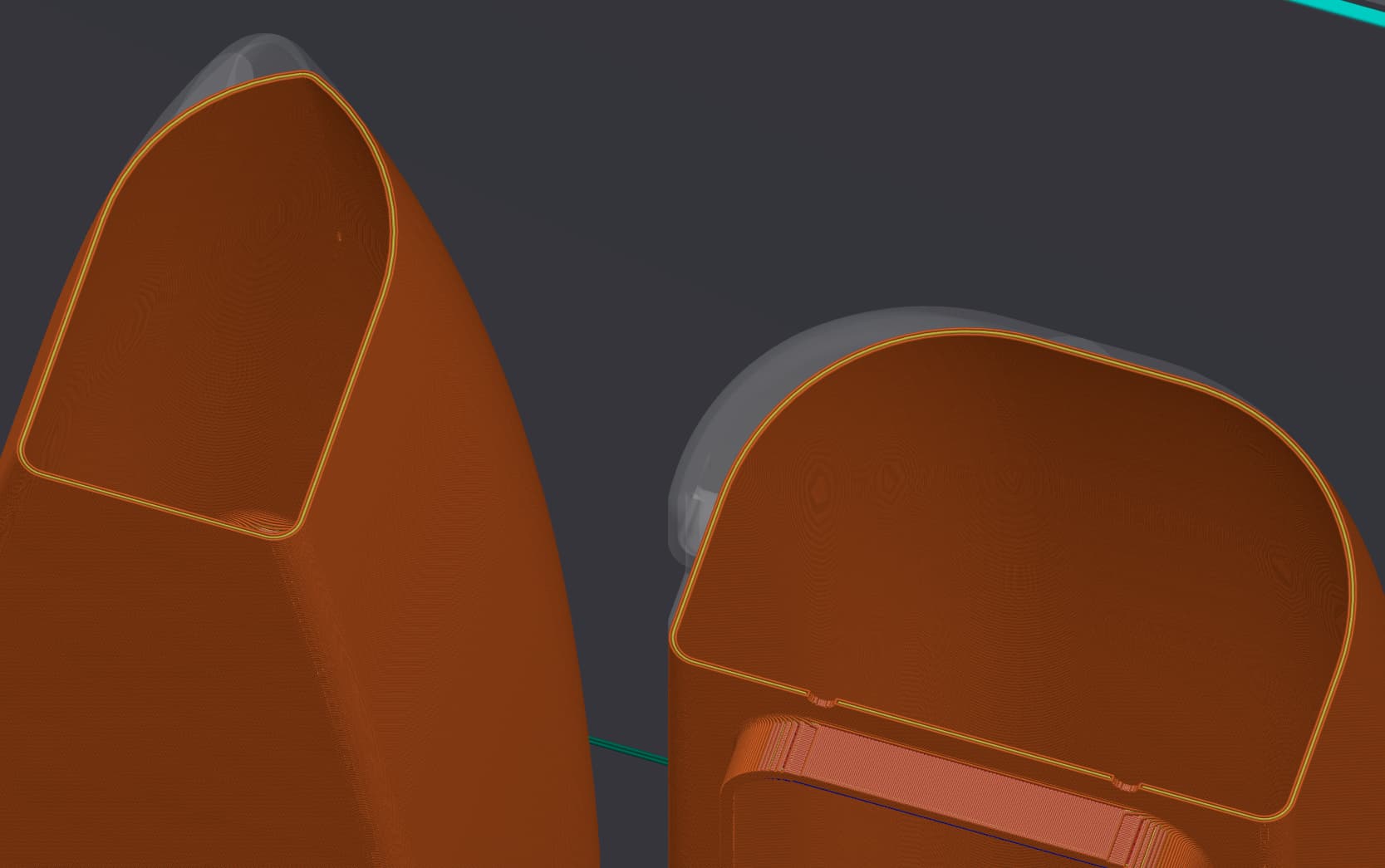
S’il parle bien d’impression 3D (d’extrusion, pour être exact) et que l’espacement entre les bords est de 0 alors ce n’est même pas que le slicer le néglige, c’est que pour lui c’est tout simplement la même face, donc 0 couture visible.
Si l’espacement est supérieur à 0, il cherchera à séparer les bords. Toutefois, il y a un réglage dans le slicer pour définir l’espacement max à considérer comme une même face, donc à fermer : « Rayon de fermeture » ou « closing radius ».
Je fais de l’impression 3D depuis 6 ans. Plus de 50 bobines écoulées.
Peut être 8 kilos de PLA, tout les reste en PETG, ABS, ASA, etc…
Toujours en buse 0,4.
Couches ? Variables selon projet.
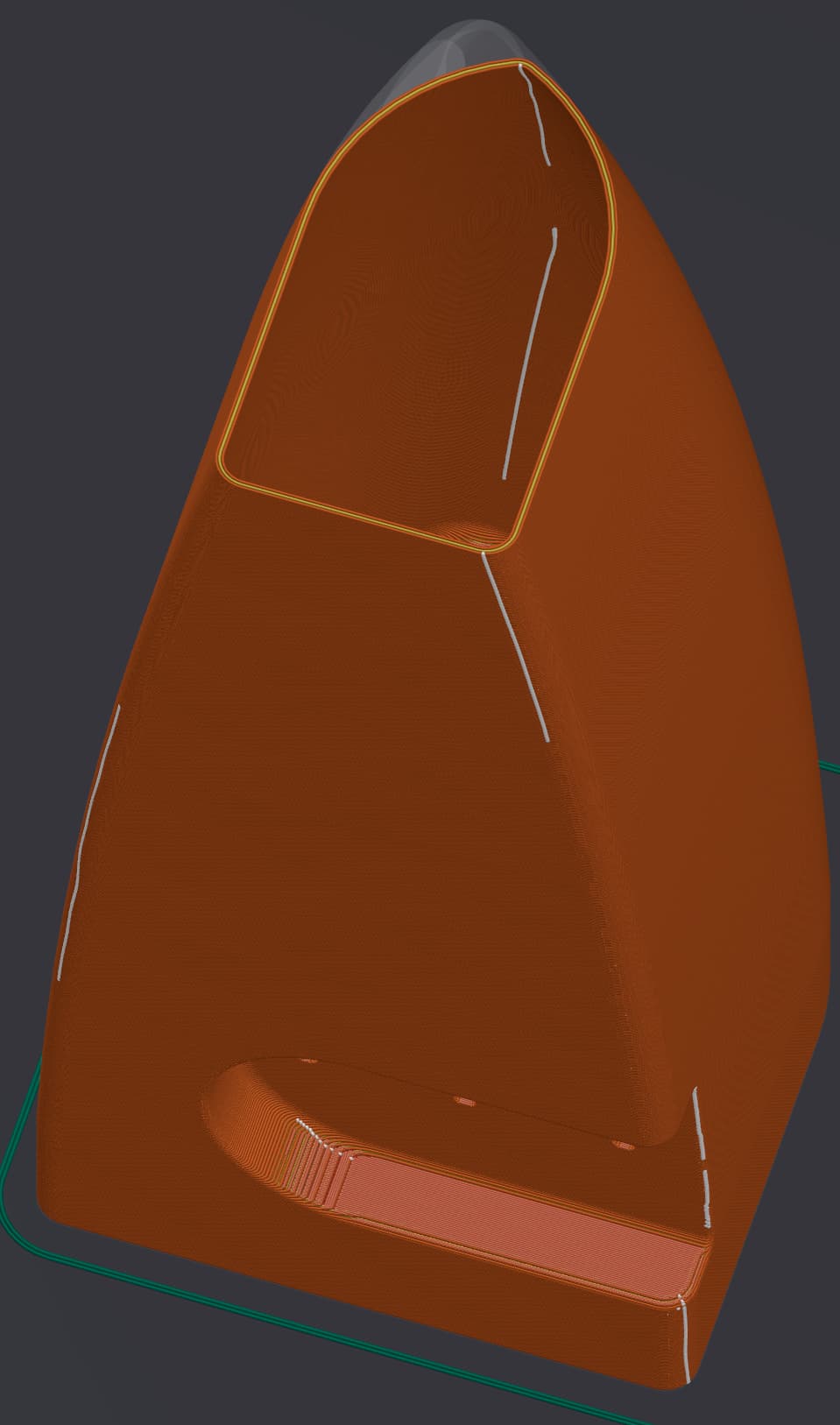
Le rendu du PETG pour ce flotteur est largement suffisant. C’est un matériau qui se prête très bien à cet usage, et je ne disais pas de ne pas l’utiliser mais simplement que le ponçage n’est pas une bonne idée (enfin sauf pour peindre ou vernir la pièce ça peut aider à l’accroche mais un primer peut suffire). Il vaut mieux utiliser une lame. Si les coutures sont trop disgracieuses, les raser de près donnera un meilleur résultat.
Cela étant dit, avec les réglages idoines, il y a moyen de les rendre suffisamment propres pour ne pas nécessiter de post-traitement.
3000h ?! ça fait beaucoup. La mienne affiche 5h avec une buse de 0.4 et des layers de 0.3 à une vitesse moyenne de 200mm/s. 7h avec les supports. Et encore je n’ai même pas cherché à optimiser les réglages d’impression pour ce modèle.
Ça se ponce bien si on le fait bien. En prenant son temps. Car je compte passer un apprêt et peindre. Sur une surface poncée, les apprêts et peinture tiennent beaucoup mieux. Même en couches de 0.12, certains rayons sont moins lisses que le reste. Il faut retoucher. Certains copains font ça en PLA. Pas pour moi.
Quand aux couches de 0,3, même en TPU je ne fais pas. Trop grossier !
Je clos le débat ici, qui s’éloigne du sujet principal concernant Solidwors.
Merci et bonne semaine à tous.