Après, j’ai déjà eu des rayons 0.5 tolérance +/- 1 … pratique pour s’éviter de l’usinage ![]()
3 « J'aime »
C’est comme ça qu’on se retrouve avec des produits made in PRC qui ne s’emboîtent pas avec le matos UE ![]()
2 « J'aime »
Mais, tu n’as pas une capture d’image à nous montrer de ta tolérance 5 +/-3 ?
Parceque tu nous parles de
ce qui voudrait dire un angle de 5 secondes +/-3 minutes (encore plus incohérent du coup ^^)
Bref, une lecture direct du plan peut aider à te répondre
4 « J'aime »
@coin37coin Vu le caractère derrière l’apostrophe, je pense que c’est une faute de frappe, qu’il voulait taper 2 apostrophes pour écrire pouces. Ce qui formate le texte avec des flèches.
1 « J'aime »
Pour moi une cote à +3 est à interpréter 0/+3. A savoir que dans une mise en plan une tolérance appliquée à une cote en particulier annule la tolérance générale et ne s’applique qu’à cette cote (bien sûr). Dans le cas présent tout est en inches (cotes du plan + tolérance générale) sinon on ne s’en sort pas.
Dans le cas de 5"0/+3 cela peut éventuellement être une surlongueur acceptée, pour quoi pas!!!
2 « J'aime »
Re bonjour gaithbenhamouda,
Voici ce qui pourrait t’aider =>

et ça =>Les bases de la norme de tolérance générale – ISO 2768-mK - Eurotools Ltd. E-SHOP - MIEUX QUE LES PIÈCES D'ORIGINE
Allez bon courage.
@+.
AR.
@gaithbenhamouda Il y a t’il une information de « norme » dans le cartouche de votre plan ?
1 « J'aime »
Ça sent le bizutage ce plan ![]()
4 « J'aime »
J’ai vu le plan et c’est
3.000 +5
.375 +3
A ±2
B ±3
C +10
…
Comme toutes les valeurs inférieures à 0 n’affichent pas le zéro, je me disais que les tolérances pourraient être en réalité ±0.3, et +1.0 mais 0.375 ±0.3 n’aurait guère de sens.
1 « J'aime »
Re-bonjour Maclane,
Non aucune indication de « Norme ».
Merci
1 « J'aime »
Oui ça fait 20 ans que ce document me fait rire!
Sûrement parce que je m’y reconnait un peu trop!
Enfin plus ou moins à une pincée de iotta, ou à une queue de vache près!
Même si cela ne va pas aider beaucoup notre ami @gaithbenhamouda, je ne pouvais pas manquer l’occasion de sortir cette norme pifométrique de mon chapeau!![]()
La version française amélioré ici:
https://abcelectronique.net/forum/attachment.php?attachmentid=84368
1 « J'aime »
Pas mal de chances que ce soit pas si loin.
2 « J'aime »
Bonjour,
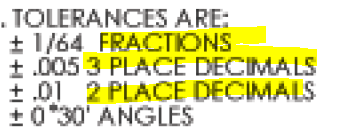
Pour avoir travaillé avec une boîte américaine, les cotations ANSI et ISO sont assez différentes.
Assez souvent aux USA, le nombre de digit donne la tolérance applicable.
donc s’il y a marqué 3.0" sur le plan tu auras une tolérance large mais si c’est 3.000" ça sera une tolérance serrée.
A mon avis l’extrait de plan que tu as partagé est incomplet : il doit manquer des infos à gauche ou à droite de ce tableau.
Genre ça :
5 « J'aime »
Si le tableau en bas de plan n’est pas plus explicites que ce qui est affiché j’opterais pour :
3.000 + 5 → 3" +0 / +0.005"
0.375 + 3 → 0.375" +0 / +0.003"
Si A est donné avec 3 digit après la virgule +/-0.002 si il est donné avec 2 digits : +/- 0.02
7 « J'aime »
Ça fait tout de suite plus sens. ![]()
Je n’étais pas si loin.
1 « J'aime »